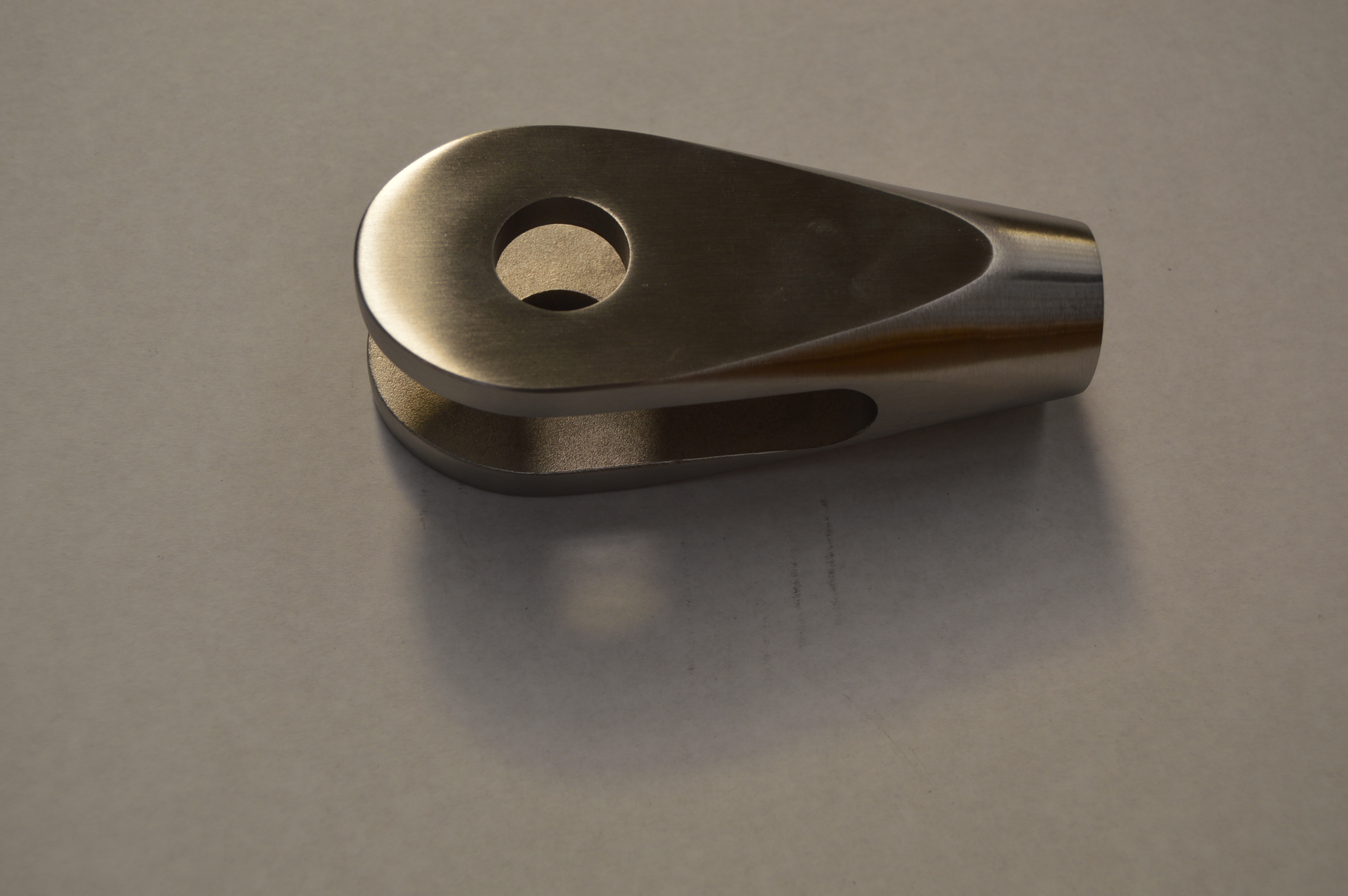
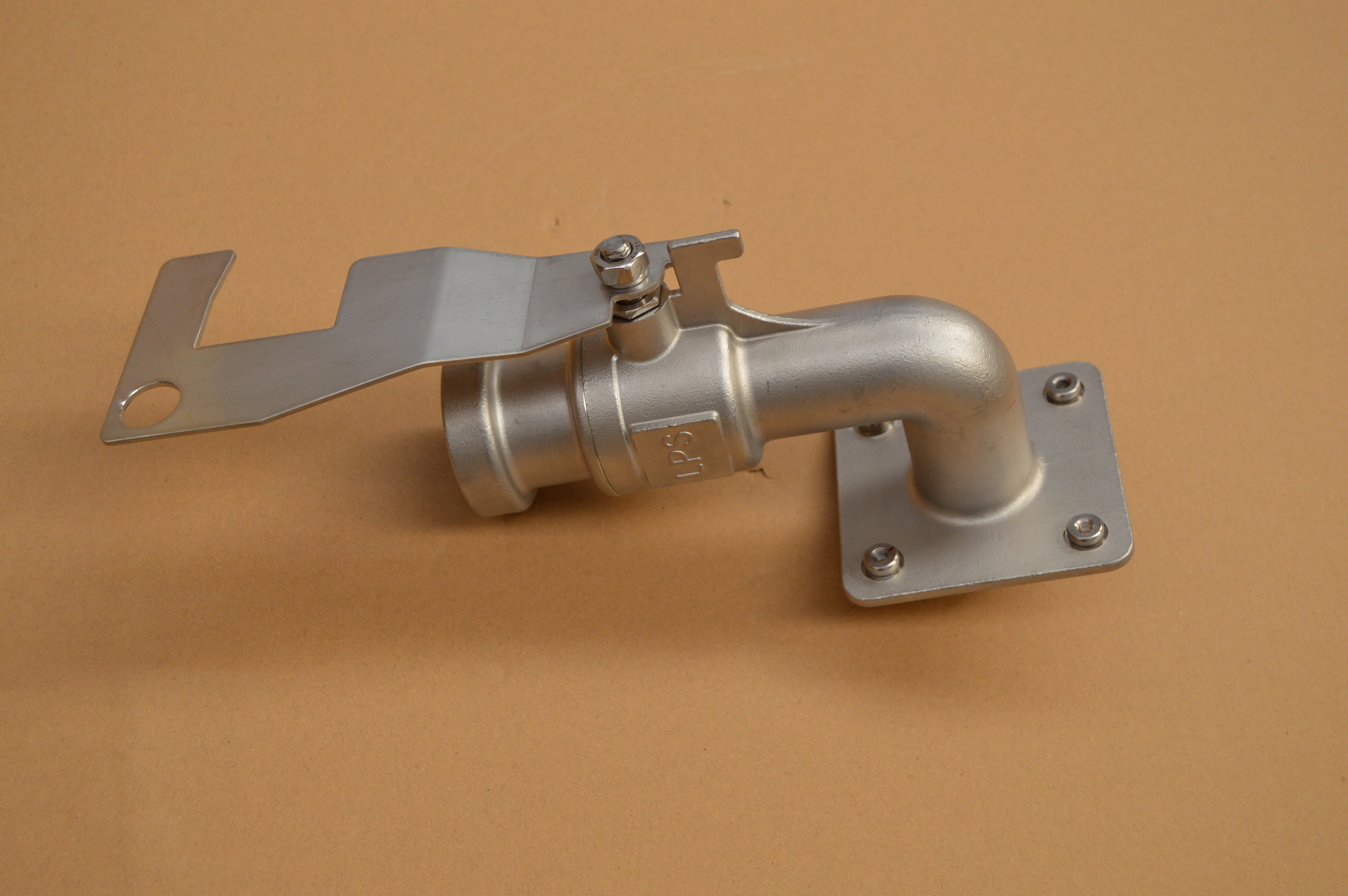
קאַסטאַמייזד ינוועסטמענט קאַסטינג / פּרעסיסיאָן קאַסטינג קנק ייַזנוואַרג מאַשין פּאַרץ
קאַסטאַמייזד פּראַסעסינג און פּראָדוקציע לויט צו דראַווינגס
1. מאַטעריאַל: ומבאַפלעקט שטאָל, טשאַד שטאָל, עטק.
פּראַסעסינג סטעפּס: קאַטינג טיילן, דרילינג, טאַפּינג, באַשטעטיקן, מילינג, גרינדינג, עטק.
עס איז נייטיק צו צושטעלן פּראָדוקט דראַווינגס אָדער ספּעציפיש ספּעסאַפאַקיישאַנז, דימענשאַנז, מאַטעריאַלס, קוואַנטאַטיז און ספּעציעל רעקווירעמענץ.
2. פּראַסעסינג עקוויפּמענט: קנק לייץ, קנק לייץ, אָטאַמאַטיק לייץ, פאַרשידן ינסטרומענט ליידז, דרילינג מאשינען, אאז"ו ו.
3. ייבערפלאַך באַהאַנדלונג: אַקסאַדיישאַן, ילעקטראָופּלאַטינג, קווענטשינג און כאַרדאַנינג באַהאַנדלונג, פּינטלעכקייַט פּאַלישינג, עטק.
4. מיר קענען צושטעלן קנק טורנינג, אָטאַמאַטיק טורנינג, קאַטינג, מאַשינינג, פאָדעם קאַטינג, אאז"ו ו
שוועריקייטן אין ומבאַפלעקט שטאָל פּראַסעסינג אַרייַננעמען די פאלגענדע אַספּעקץ
1. הויך קאַטינג קראַפט און הויך קאַטינג טעמפּעראַטור
די שטאַרקייַט פון די מאַטעריאַל איז הויך, די טאַנגענטיאַל דרוק איז גרויס און די פּלאַסטיק דיפאָרמיישאַן איז גרויס בעשאַס קאַטינג, אַזוי די קאַטינג קראַפט איז גרויס.אין דערצו, די טערמאַל קאַנדאַקטיוואַטי פון דעם מאַטעריאַל איז גאָר אָרעם, וואָס קאָזינג די קאַטינג טעמפּעראַטור צו העכערונג, און די הויך טעמפּעראַטור איז אָפט קאַנסאַנטרייטאַד אין די שמאָל און לאַנג געגנט לעבן די קאַטינג ברעג, דערמיט אַקסעלערייטינג די טראָגן פון די קאַטינג געצייַג.
2. שטרענג אַרבעט כאַרדאַנינג
אַוסטעניטיק ומבאַפלעקט שטאָל און עטלעכע הויך-טעמפּעראַטור צומיש ומבאַפלעקט שטאָל האָבן אַוסטעניטיק סטרוקטור, און האָבן אַ גרויס טענדענץ פון אַרבעט כאַרדאַנינג בעשאַס קאַטינג, וואָס איז יוזשאַוואַלי עטלעכע מאל אַז פון פּראָסט טשאַד שטאָל.די קאַטינג געצייַג איז שנייַדן אין די אַרבעט כאַרדאַנינג געגנט, וואָס פאַרקירצן די געצייַג לעבן.
3. גרינג צו שטעקן צו די מעסער
ביידע אַוסטעניטיק ומבאַפלעקט שטאָל און מאַרטענסיטיק ומבאַפלעקט שטאָל האָבן די טשאַראַקטעריסטיקס פון שטאַרק טשיפּס און הויך קאַטינג טעמפּעראַטור בעשאַס פּראַסעסינג.ווען די האַרט טשיפּס לויפן דורך די גראַבליע פּנים, סטיקינג דערשיינונגען אַזאַ ווי באַנדינג און וועלדינג וועט פּאַסירן, וואָס וועט ווירקן די ייבערפלאַך ראַפנאַס פון די מאַשינד טיילן.
4. אַקסעלערייטיד געצייַג טראָגן
די אויבן-דערמאנט מאַטעריאַלס בכלל אַנטהאַלטן עלעמענטן מיט הויך מעלטינג פונט, הויך פּלאַסטיסיטי און הויך קאַטינג טעמפּעראַטור, וואָס אַקסעלערייץ די טראָגן פון די מכשירים, אָפט שאַרפּנינג און פאַרבייַט פון מכשירים, וואָס אַפעקץ פּראָדוקציע עפעקטיווקייַט און ינקריסיז די פּרייַז פון די מכשירים.
מיר דיסקוטירן די פּראַסעסינג טעכנאָלאָגיע פון ומבאַפלעקט שטאָל טיילן, באַקומען די פּראַסעסינג שוועריקייטן, שטארק פֿאַרבעסערן די געצייג לעבן פון ומבאַפלעקט שטאָל ווען דרילינג, רימינג און נודנע, רעדוצירן די נומער פון מאל פון שאַרפּנינג און טשאַנגינג מכשירים אין אָפּעראַציע, און פֿאַרבעסערן פּראָדוקציע עפעקטיווקייַט און לאָך פּראַסעסינג. קוואַליטעט, רעדוצירן די אַרבעט ינטענסיטי פון טוערס און פּראָדוקציע קאָס, און קענען דערגרייכן באַפרידיקנדיק רעזולטאַטן.
קנק מאַשין
אין CNC לייד פּראַסעסינג, די פעסטקייַט פון די פּראַסעסינג מאַרשרוט בכלל גייט די פאלגענדע פּרינסאַפּאַלז.
① די אַקיעראַסי און ייבערפלאַך ראַפנאַס פון די וואָרקפּיעסע צו זיין פּראַסעסט זאָל זיין געראַנטיד.
② מאַכן די פּראַסעסינג מאַרשרוט די שאָרטיסט, רעדוצירן די ליידיק רייזע צייט און פֿאַרבעסערן די פּראַסעסינג עפעקטיווקייַט.
③ פּרוּווט צו פאַרפּאָשעטערן די ווערקלאָוד פון נומעריקאַל כעזשבן און פאַרפּאָשעטערן די פּראַסעסינג פּראָצעדור.
קנק מאַשינינג
CNC פּראַסעסינג (3 פאָטאָס)
④ פֿאַר עטלעכע ריוזאַבאַל מגילה, סובראָוטינז זאָל זיין געוויינט
CNC מאַשינינג האט די פאלגענדע אַדוואַנטידזשיז
① די נומער פון מכשירים איז זייער רידוסט, און קאָמפּלעקס מכשירים איז נישט פארלאנגט פֿאַר פּראַסעסינג פּאַרץ מיט קאָמפּלעקס שאַפּעס.אויב איר ווילן צו טוישן די פאָרעם און גרייס פון דעם טייל, איר נאָר דאַרפֿן צו מאָדיפיצירן די טייל פּראַסעסינג פּראָגראַם, וואָס איז פּאַסיק פֿאַר נייַע פּראָדוקט אַנטוויקלונג און מאַדאַפאַקיישאַן.
②די פּראַסעסינג קוואַליטעט איז סטאַביל, די פּראַסעסינג פּינטלעכקייַט איז הויך, און די יבערכאַזערונג אַקיעראַסי איז הויך, וואָס איז פּאַסיק פֿאַר די פּראַסעסינג רעקווירעמענץ פון ערקראַפט.
③ אין די פאַל פון מאַלטי-פאַרשיידנקייט און קליין פּעקל פּראָדוקציע, די פּראָדוקציע עפעקטיווקייַט איז הויך, וואָס קענען רעדוצירן די צייט פֿאַר פּראָדוקציע צוגרייטונג, מאַשין געצייַג אַדזשאַסטמאַנט און פּראָצעס דורכקוק, און די קאַטינג צייט איז רידוסט רעכט צו דער נוצן פון די אָפּטימאַל קאַטינג סומע .
④ עס קענען פּראָצעס קאָמפּלעקס פּראָופיילז וואָס זענען שווער צו פּראָצעס דורך קאַנווענשאַנאַל מעטהאָדס, און אפילו פּראָצעס עטלעכע אַנאָבסערוואַבאַל פּראַסעסינג פּאַרץ.
די כיסאָרן פון CNC מאַשינינג איז אַז די מאַשין ויסריכט ויסריכט איז טייַער און ריקווייערז אַ הויך מדרגה פון וישאַלט פּערסאַנעל.
פּראָדוקט ווייַז