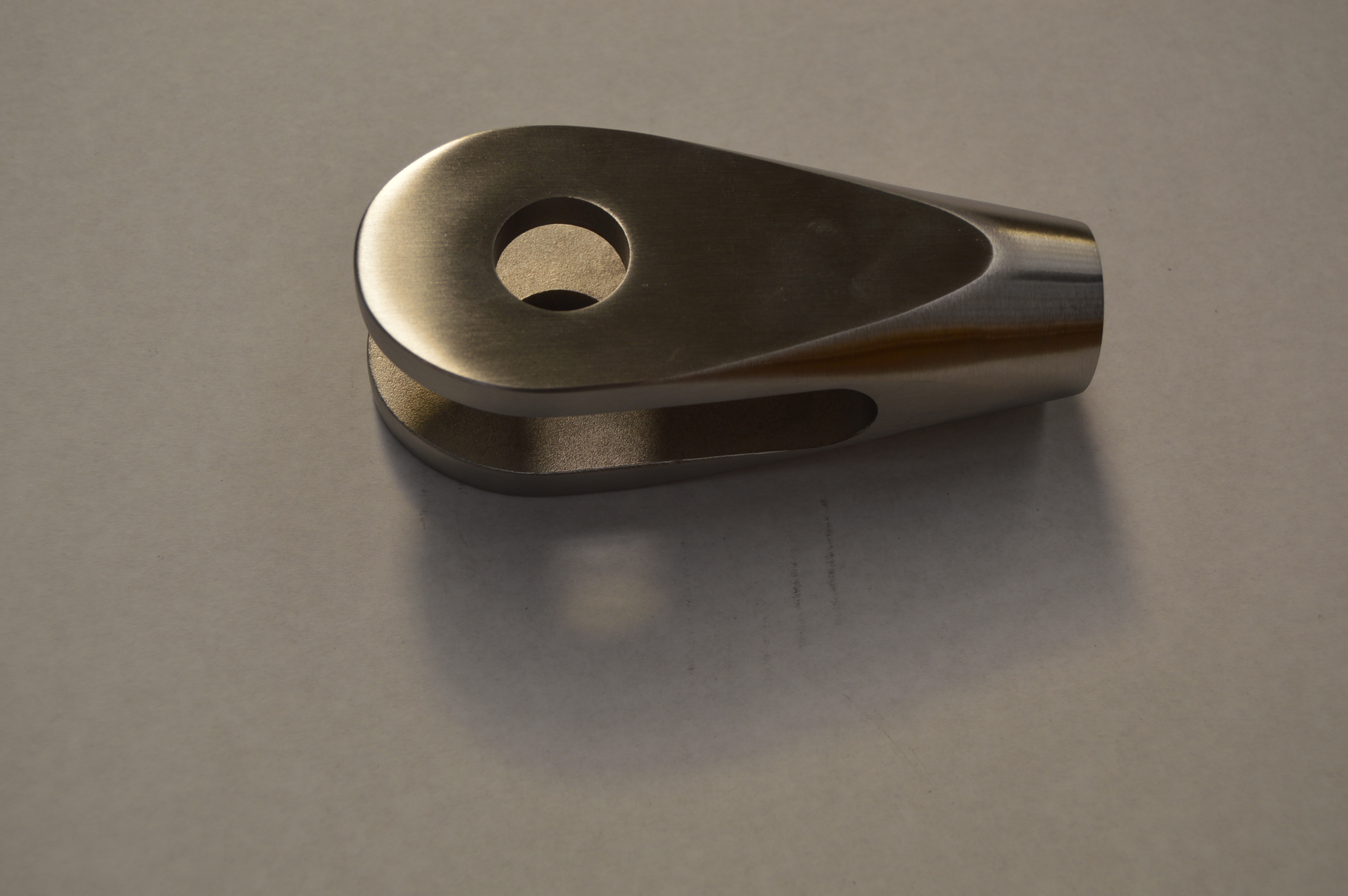
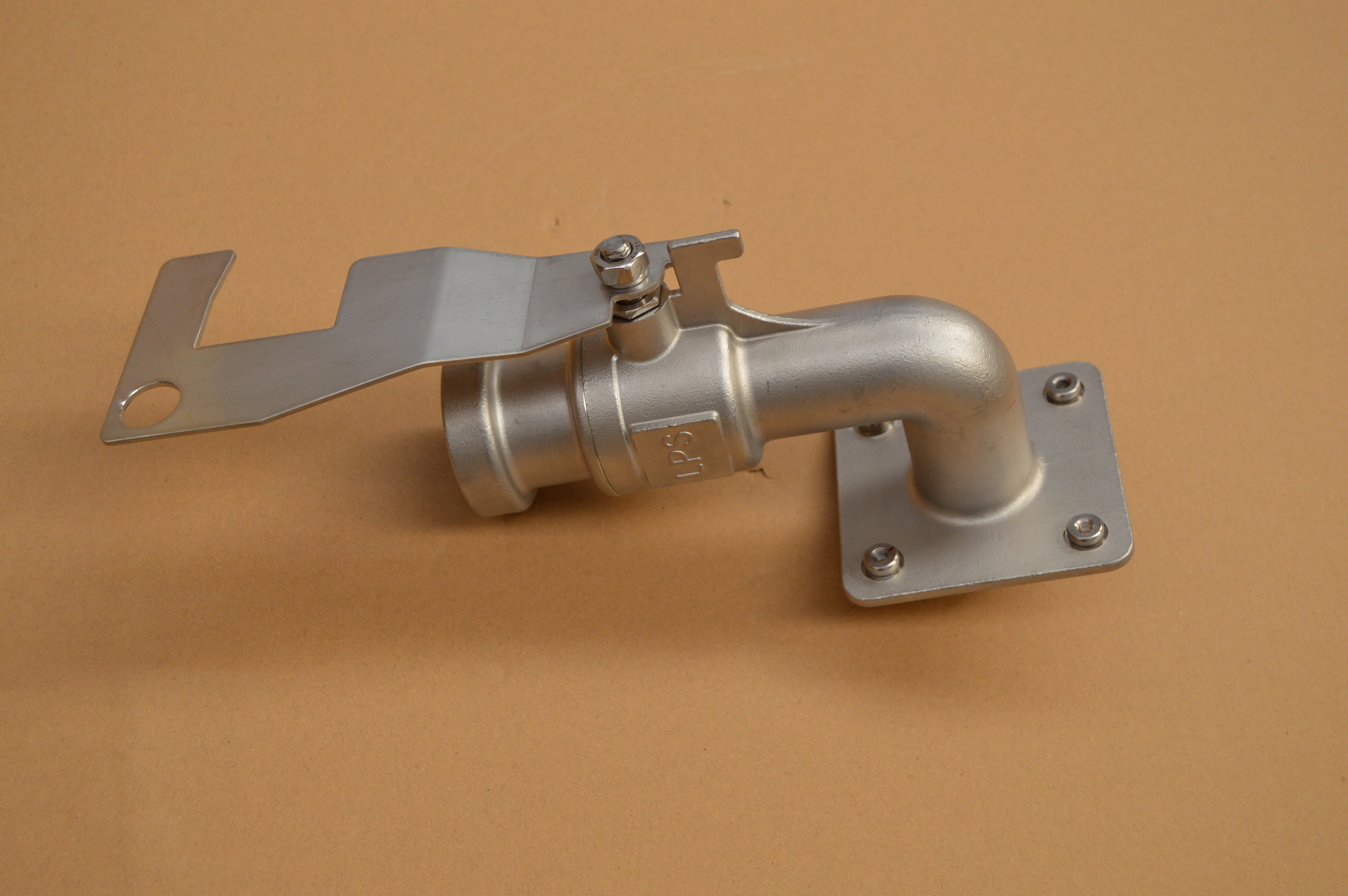
Özelleştirilmiş Yatırım Döküm / Hassas Döküm Cnc Donanım Makine Parçaları
Çizimlere göre özelleştirilmiş işleme ve üretim
1. Malzeme: paslanmaz çelik, karbon çeliği vb.
İşlem adımları: kesme parçaları, delme, kılavuz çekme, ayarlama, frezeleme, taşlama vb.
Ürün çizimlerinin veya özel spesifikasyonların, boyutların, malzemelerin, miktarların ve özel gereksinimlerin sağlanması gereklidir.
2. İşleme ekipmanı: CNC torna tezgahları, CNC torna tezgahları, otomatik torna tezgahları, çeşitli alet torna tezgahları, delme makineleri vb.
3. Yüzey işleme: oksidasyon, elektrokaplama, söndürme ve sertleştirme işlemi, hassas parlatma vb.
4. Çeşitli standart dışı ekipman parçaları, gaz kontrol ekipmanları, tıbbi ekipman, elektronik ürünler ve diğer otomobil parçaları ve mekanik ekipman ürünleri için CNC tornalama, otomatik tornalama, kesme, işleme, diş açma vb. sağlayabiliriz.
Paslanmaz çeliğin işlenmesindeki zorluklar aşağıdaki hususları içerir:
1. Yüksek kesme kuvveti ve yüksek kesme sıcaklığı
Malzemenin mukavemeti yüksektir, teğetsel gerilim büyüktür ve kesme sırasında plastik deformasyon büyüktür, dolayısıyla kesme kuvveti büyüktür.Ayrıca malzemenin ısıl iletkenliği son derece zayıf olduğundan kesme sıcaklığının yükselmesine neden olur ve yüksek sıcaklık genellikle kesici kenara yakın dar ve uzun alanda yoğunlaşarak kesici takımın aşınmasını hızlandırır.
2. Şiddetli iş sertleşmesi
Östenitik paslanmaz çelik ve bazı yüksek sıcaklık alaşımlı paslanmaz çelikler, östenitik yapıya sahiptir ve genellikle sıradan karbon çeliğinin birkaç katı olan, kesme sırasında büyük bir iş sertleşmesi eğilimine sahiptir.Kesici takım iş sertleşme bölgesinde kesilir, bu da takım ömrünü kısaltır.
3. Bıçağa yapışması kolay
Hem östenitik paslanmaz çelik hem de martensitik paslanmaz çelik, işleme sırasında güçlü talaş ve yüksek kesme sıcaklığı özelliklerine sahiptir.Sert talaşlar talaş yüzeyinden aktığında, işlenen parçaların yüzey pürüzlülüğünü etkileyecek bağlanma ve kaynaklama gibi yapışma olayları meydana gelecektir.
4. Hızlandırılmış takım aşınması
Yukarıda belirtilen malzemeler genellikle yüksek erime noktasına, yüksek plastisiteye ve yüksek kesme sıcaklığına sahip, takım aşınmasını hızlandıran, sık takım bileme ve takım değiştirmeyi hızlandıran, üretim verimliliğini etkileyen ve takım maliyetini artıran elemanlar içerir.
Paslanmaz çelik parçaların işleme teknolojisini tartışıyoruz, işleme zorluklarının üstesinden geliyoruz, delme, raybalama ve delik işleme sırasında paslanmaz çeliğin takım ömrünü büyük ölçüde artırıyoruz, çalışma sırasında takımların bileme ve değiştirme sayısını azaltıyoruz ve üretim verimliliğini ve delik işlemeyi geliştiriyoruz kalite, İşçilerin emek yoğunluğunu ve üretim maliyetlerini azaltır ve tatmin edici sonuçlar elde edebilir.
Cnc makinesi
CNC torna işlemede işleme rotasının belirlenmesinde genel olarak aşağıdaki prensipler takip edilir.
① İşlenecek iş parçasının doğruluğu ve yüzey pürüzlülüğü garanti edilmelidir.
② İşleme rotasını en kısa hale getirin, boşta kalma süresini azaltın ve işleme verimliliğini artırın.
③ Sayısal hesaplamanın iş yükünü basitleştirmeye ve işlem prosedürünü basitleştirmeye çalışın.
CNC işleme
CNC işleme (3 fotoğraf)
④ Bazı yeniden kullanılabilir programlar için alt programlar kullanılmalıdır
CNC işleme aşağıdaki avantajlara sahiptir
①Takım sayısı büyük ölçüde azalır ve karmaşık şekilli parçaların işlenmesi için karmaşık takımlar gerekli değildir.Parçanın şeklini ve boyutunu değiştirmek isterseniz, yeni ürün geliştirme ve modifikasyona uygun olan parça işleme programını değiştirmeniz yeterlidir.
②İşleme kalitesi stabildir, işleme hassasiyeti yüksektir ve tekrarlama doğruluğu yüksektir, bu da uçağın işleme gereksinimlerine uygundur.
③Çok çeşitli ve küçük partili üretim durumunda, üretim verimliliği yüksektir, bu da üretim hazırlığı, takım tezgahı ayarı ve proses denetimi süresini azaltabilir ve optimum kesme miktarının kullanılması nedeniyle kesme süresi azalır. .
④ Geleneksel yöntemlerle işlenmesi zor olan karmaşık profilleri işleyebilir, hatta gözlemlenemeyen bazı işleme parçalarını bile işleyebilir.
CNC işlemenin dezavantajı takım tezgahı ekipmanının pahalı olması ve yüksek düzeyde bakım personeli gerektirmesidir.
Ürün Teşhiri