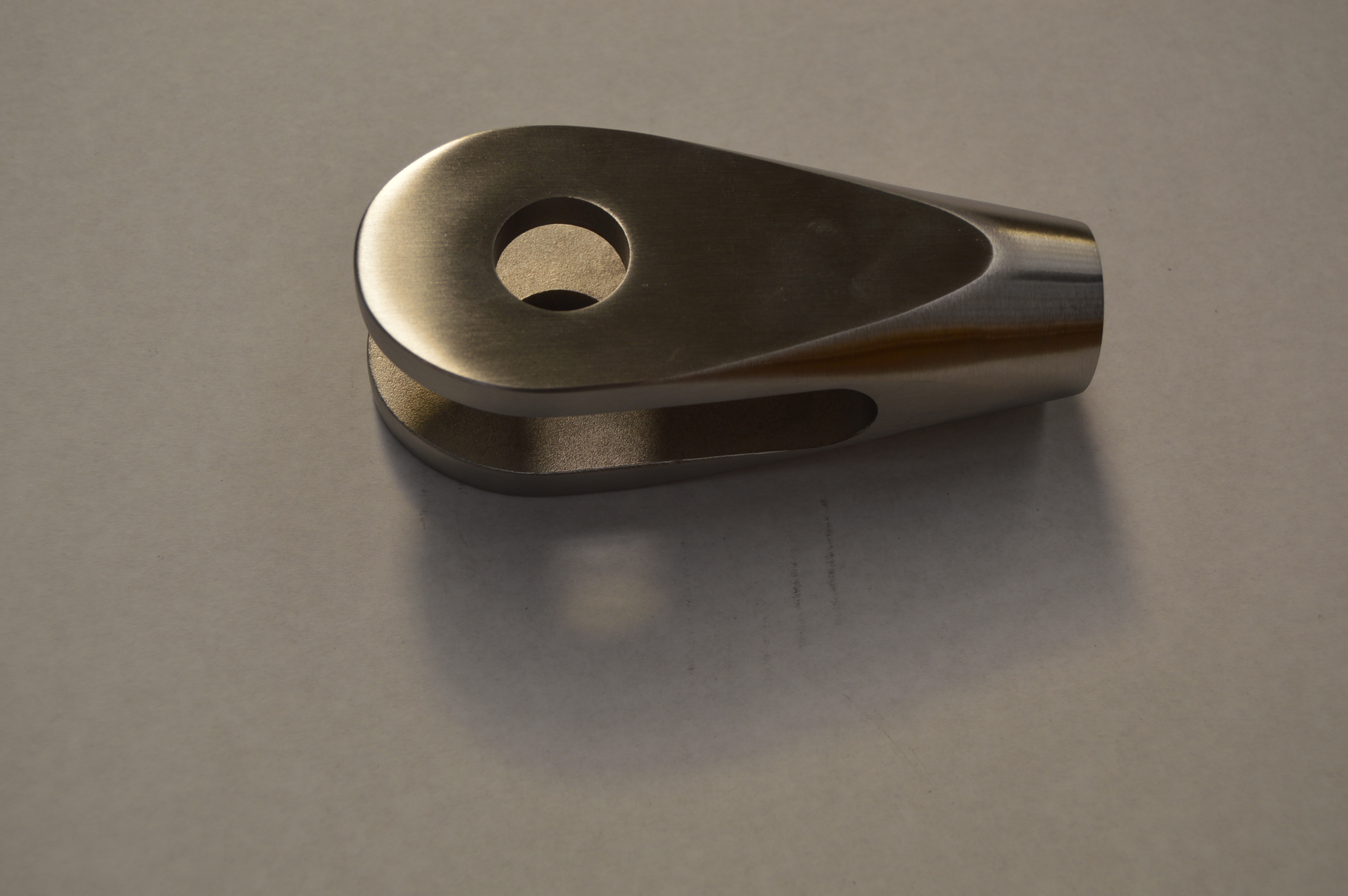
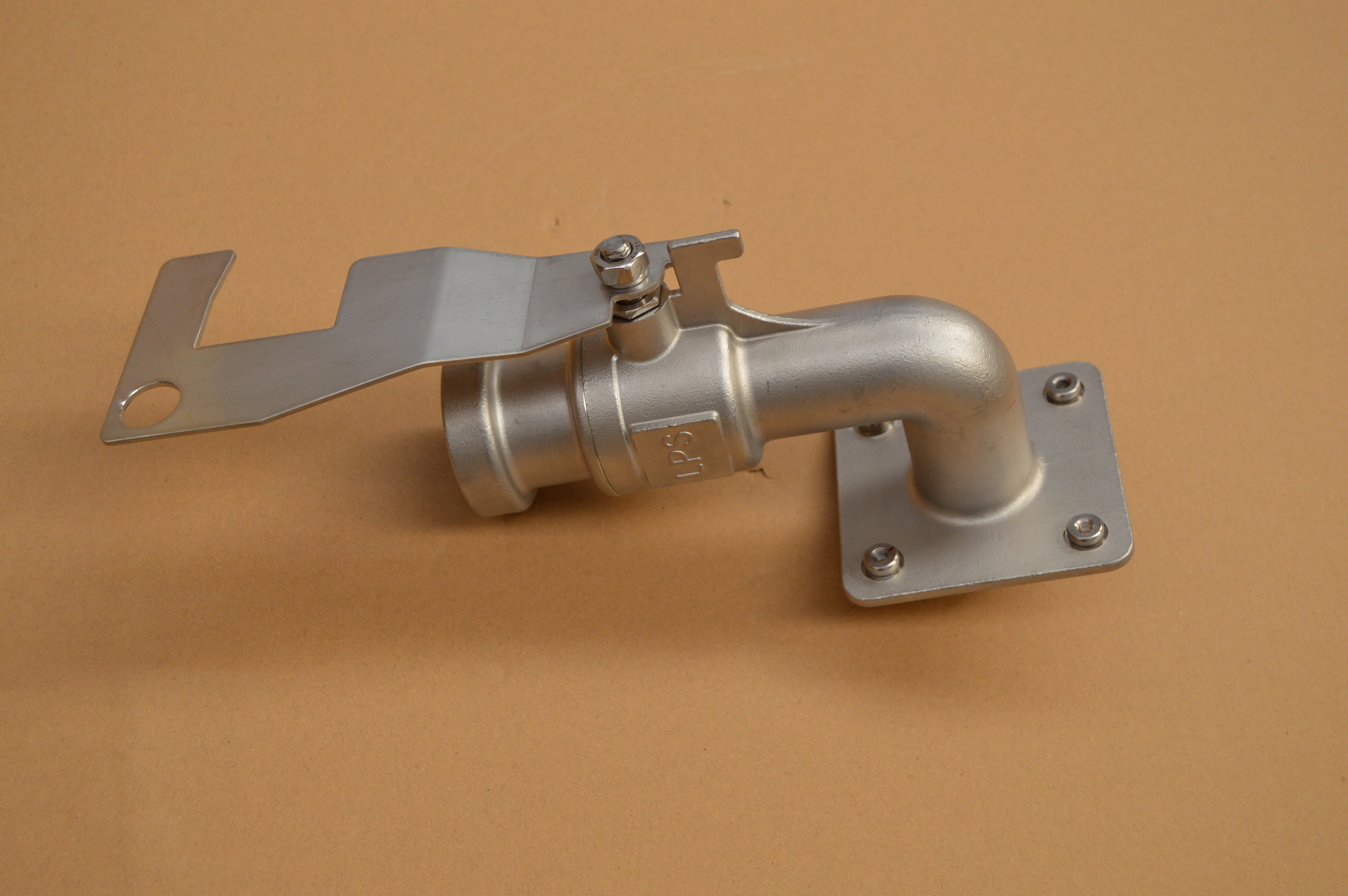
Anpassad investeringsgjutning / precisionsgjutning Cnc-maskindelar
Skräddarsydd bearbetning och produktion enligt ritningar
1. Material: rostfritt stål, kolstål, etc.
Bearbetningssteg: skärande delar, borrning, gängning, sättning, fräsning, slipning, etc.
Det är nödvändigt att tillhandahålla produktritningar eller specifika specifikationer, dimensioner, material, kvantiteter och speciella krav.
2. Bearbetningsutrustning: CNC-svarvar, CNC-svarvar, automatiska svarvar, olika instrumentsvarvar, borrmaskiner etc.
3. Ytbehandling: oxidation, galvanisering, härdnings- och härdningsbehandling, precisionspolering, etc.
4. Vi kan tillhandahålla CNC-svarvning, automatisk svarvning, skärning, bearbetning, gängskärning, etc. för olika icke-standardiserade utrustningsdelar, gaskontrollutrustning, medicinsk utrustning, elektroniska produkter och andra bildelar och mekaniska utrustningsprodukter.
Svårigheter vid bearbetning av rostfritt stål inkluderar följande aspekter
1. Hög skärkraft och hög skärtemperatur
Materialets styrka är hög, den tangentiella spänningen är stor och den plastiska deformationen är stor under skärning, så skärkraften är stor.Dessutom är materialets värmeledningsförmåga extremt dålig, vilket gör att skärtemperaturen stiger, och den höga temperaturen koncentreras ofta till det smala och långa området nära skäreggen, vilket påskyndar slitaget på skärverktyget.
2. Svår arbetshärdning
Austenitiskt rostfritt stål och vissa högtemperaturlegerade rostfria stål har austenitisk struktur och har en stor tendens till arbetshärdning under skärning, vilket vanligtvis är flera gånger så mycket som vanligt kolstål.Skärverktyget skärs i arbetshärdningsområdet, vilket förkortar verktygets livslängd.
3. Lätt att fästa på kniven
Både austenitiskt rostfritt stål och martensitiskt rostfritt stål har egenskaperna för starka spån och hög skärtemperatur under bearbetning.När de sega spånorna strömmar genom spånytan uppstår stickfenomen som limning och svetsning, vilket påverkar ytjämnheten hos de bearbetade delarna.
4. Accelererat verktygsslitage
De ovan nämnda materialen innehåller i allmänhet element med hög smältpunkt, hög plasticitet och hög skärtemperatur, vilket påskyndar verktygsslitage, frekvent skärpning av verktyg och verktygsbyte, vilket påverkar produktionseffektiviteten och ökar verktygskostnaden.
Vi diskuterar bearbetningstekniken för delar av rostfritt stål, övervinner dess bearbetningssvårigheter, förbättrar avsevärt verktygslivslängden för rostfritt stål vid borrning, brotschning och borrning, minskar antalet gånger för skärpning och byte av verktyg i drift och förbättrar produktionseffektivitet och hålbearbetning kvalitet , Minska arbetsintensiteten för arbetare och produktionskostnader, och kan uppnå tillfredsställande resultat.
CNC maskin
Vid CNC-svarvbearbetning följer bestämningen av bearbetningsvägen i allmänhet följande principer.
① Noggrannheten och ytjämnheten hos arbetsstycket som ska bearbetas bör garanteras.
② Gör bearbetningsvägen till den kortaste, reducera den lediga restiden och förbättra bearbetningseffektiviteten.
③ Försök att förenkla arbetsbelastningen för numerisk beräkning och förenkla bearbetningsproceduren.
CNC-bearbetning
CNC-bearbetning (3 bilder)
④ För vissa återanvändbara program bör subrutiner användas
CNC-bearbetning har följande fördelar
①Antalet verktyg reduceras avsevärt, och komplexa verktyg krävs inte för att bearbeta delar med komplexa former.Om du vill ändra formen och storleken på detaljen behöver du bara modifiera detaljbearbetningsprogrammet, vilket är lämpligt för ny produktutveckling och modifiering.
②Bearbetningskvaliteten är stabil, bearbetningsprecisionen är hög och upprepningsnoggrannheten är hög, vilket är lämpligt för bearbetningskraven för flygplan.
③I fallet med multi-variety och small batch-produktion är produktionseffektiviteten hög, vilket kan minska tiden för produktionsförberedelse, justering av verktygsmaskiner och processinspektion, och skärtiden reduceras på grund av användningen av den optimala skärmängden .
④ Den kan bearbeta komplexa profiler som är svåra att bearbeta med konventionella metoder, och till och med bearbeta vissa oobserverbara bearbetningsdelar.
Nackdelen med CNC-bearbetning är att verktygsmaskinens utrustning är dyr och kräver en hög nivå av underhållspersonal.
Produktdisplay