B600 GMP/SAP Valve Structure
Mga Instruksyon sa Paggamit
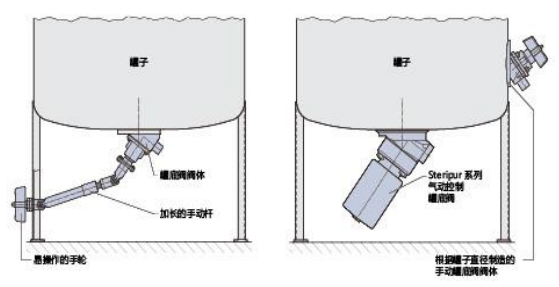
Ang balbula sa ilawom sa tangke gi-welded sa ilawom sa sudlanan, aron makab-ot ang labing kaayo nga epekto sa paghaw-as, paglimpyo ug pagdidisimpekta.Dugang pa, ang working medium mahimong maayong pagkasagol sumala sa lain-laing mga kinahanglanon sa teknolohiya sa proseso sa operasyon.Importante nga ang sealing ridge sa tank bottom valve kay duol na sa ubos nga bungbong sa tangke aron makab-ot ang zero dead space effect.
Mga bahin
——Ang istruktura compact, nga makasiguro sa pag-instalar sa gamay nga wanang.
——Walay patay nga anggulo, mahimong awtomatikong mahaw-as.Ang lawas gigama gikan sa usa ka piraso sa materyal (walay welded nga konstruksyon).
——Angayan alang sa mga proseso sa CIP ug SIP, mahimong isterilisado sa taas nga temperatura, ang nawong sa balbula nga lawas mahimong mekanikal nga gipasinaw o electropolish sumala sa mga kinahanglanon, ug ang katukma mahimong moabot sa 0.25um.
——Ang istruktura mao ang sulundon sa mga termino sa dagan rate ug proseso nga mga kinahanglanon, ug walay gubot nga dagan sa panahon sa paghaw-asproseso.
——Ang tanang kasamtangang internasyonal nga standard nga mga interface mahimong mahatag, sama sa welded joints, clamped joints o threaded joints, etc.
——Ang materyal nga balbula sa lawas mao ang 1.4435 / 316L nga stainless steel, siyempre, ang ubang mga haluang metal mahimo usab nga magamit sumala sa mga kinahanglanon sa kustomer.
——Ang lawas sa balbula sa ilawom sa tangke mahimong magamit sa ligid sa kamot, ulo sa pneumatic o ulo sa kuryente.
——Ang disenyo sa welding ring gisagop aron makunhuran ang kalisud sa pagwelding sa ilawom sa tangke.
Paghuman sa nawong
Ang moderno, maayong pagkadisenyo nga mga trabahoan ug maayong pagkabansay nga mga propesyonal naghatag og garantiya alang sa taas nga kalidad nga pagproseso sa mga ibabaw sa balbula sa lawas.Ang lainlaing mga kinahanglanon sa paggamit mahimong makab-ot pinaagi sa paggaling, pagpasinaw, electropolishing o electrolysis.Surface finish gikan sa 6.3m ngadto sa 0.25m.
| BalbulaSurfaceFinishGrade (DIN4768Standard) | Code | |
| Ra≤0.6m | TAng sulod ug gawas nga mga ibabaw gipasinaw sa mekanikal nga paagi, ug ang gawas nga bahin gi-sandblasted sa mga lubid nga bildo. | 1534 |
| Ra≤0.6m | Electropolishing sa sulod ug sa gawas nga mga nawong | 1535 |
| Ra≤0.4m | Ang sulod ug gawas nga mga ibabaw kay mekanikal nga gipasinaw, ug ang panggawas nga nawong kay sandblasted sa mga lubid nga bildo. | 1536 |
| Ra≤0.4m | Electropolishing sa sulod ug sa gawas nga mga nawong | 1537 |
| Ra≤0.25m | Ang sulod ug gawas nga mga ibabaw kay mekanikal nga gipasinaw, ug ang panggawas nga nawong kay sandblasted sa mga lubid nga bildo. | 1538 |
| Ra≤0.25m | Electropolishing sa sulod ug sa gawas nga mga nawong | 1539 |
Diaphragms alang sa Pharmaceutical, Pagkaon ug Biotech
| Gidak-on sa diaphragm | Materyal nga | FDA | Medium nga Fluid | HighTemperadorSteamSterilisasyon |
| FPDM | 177.2600 | 90<C | 150 ℃ / 40 min | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150 ℃ / 40 min | |
| EPDM | 177.2600 | 90<C | 130 ℃ / 40 min | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150 ℃ / 40 min | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150 ℃ / 60 min | |
| PTFE | 177.1550/21 | 90<C | 160 ℃ / 60 min | |
| EPDM | 177.2600 | 90<C | 130 ℃ / 40 min |
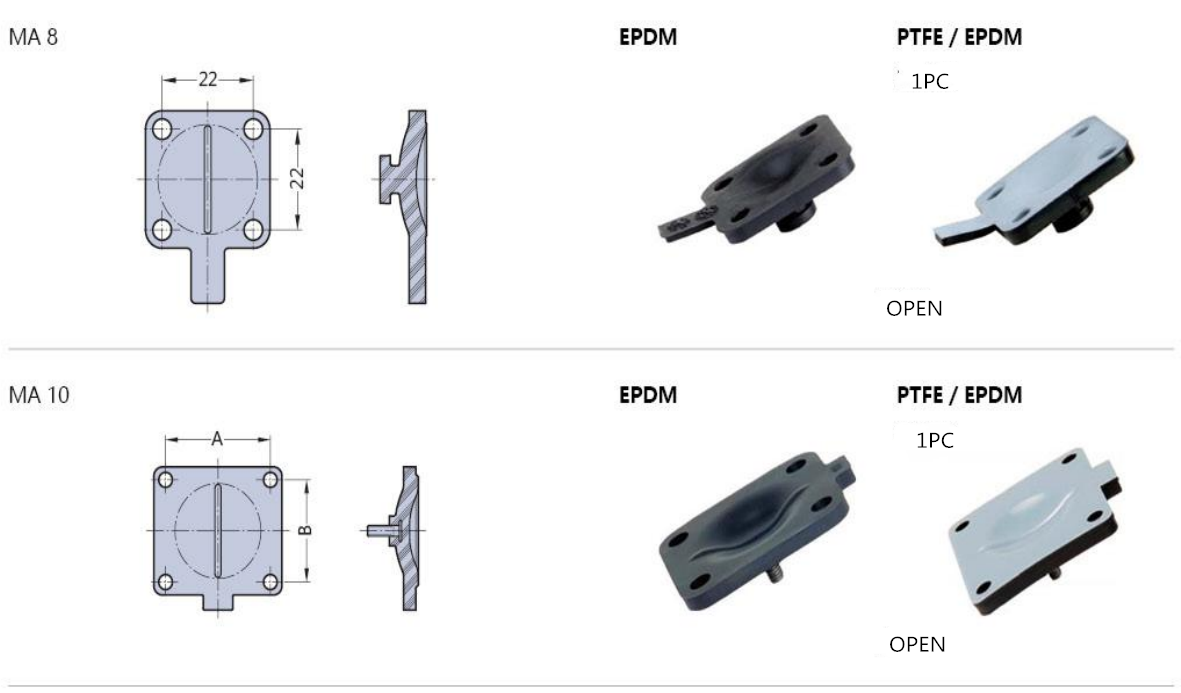
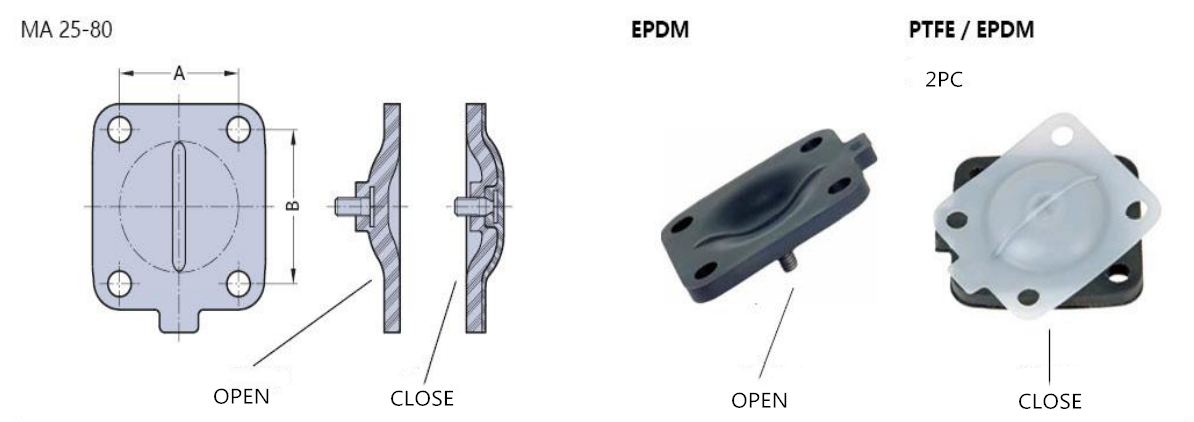
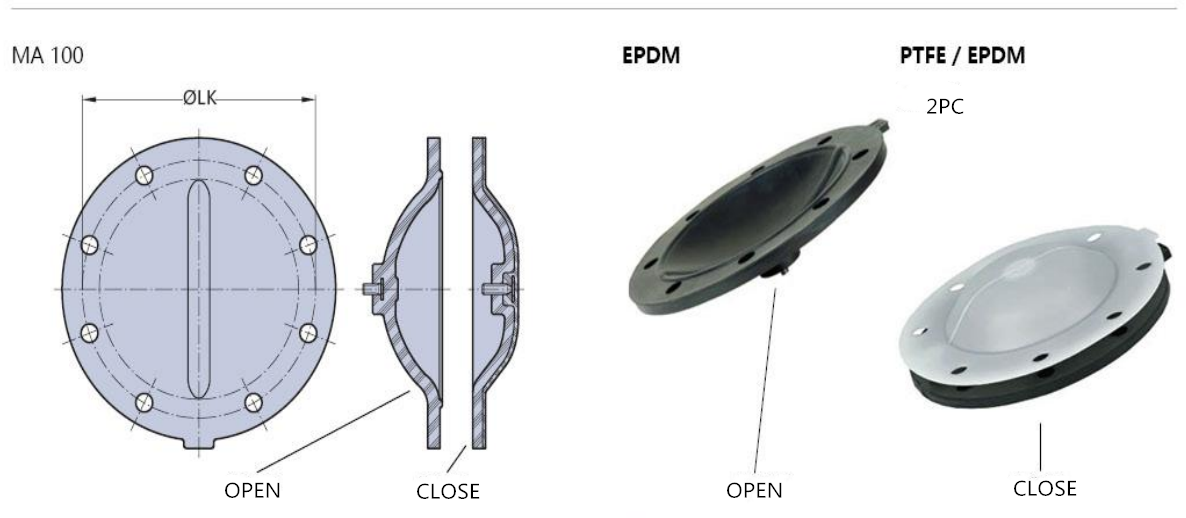
Diaphragms
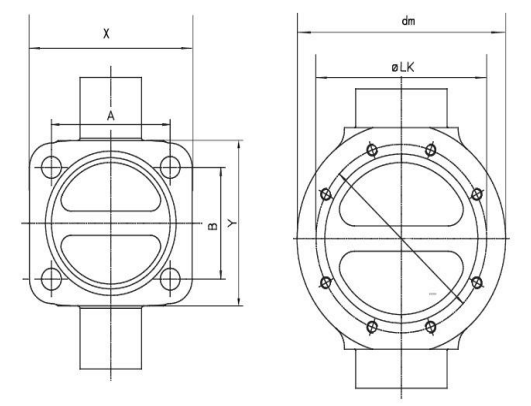
| Balbula Modelo | MA | ISO | ASME-BPE | A | B | LK | x | y | dm | ||||
|
|
| DN(mm) | ID(mm) | Kv(m³/h) | DN(mm) | ID(mm) | Kv(m³/h) |
|
|
|
|
|
|
| 8873, 8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | 10, 3 | 2, 4 | 8 | 4, 57 | 0, 7 | |||||||
| 8 | 10 |
|
| 10 | 7, 75 | 1, 4 | |||||||
| 8 | 15 |
|
| 15 | 9, 40 | 2, 0 | |||||||
| 8873, 8850 | 10 | 10 | 14, 0 | 3, 9 | 10 | 7, 75 | 1, 4 | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | 18, 1 | 5, 3 | 15 | 9, 40 | 2, 2 | |||||||
| 8873, 8850 | 25 | 15 | 18 ,1 | 11 | 15 | 9, 40 | 2, 2 | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | 23, 7 | 12, 5 | 20 | 15, 75 | 6, 8 | |||||||
| 25 | 25 | 29, 6 | 21, 0 | 25 | 22, 1 | 11, 5 | |||||||
| 8873, 8850 | 40 | 32 | 38, 4 | 43, 0 |
|
|
| 70 | 65 | - | 102 | 92 | - |
| 40 | 40 | 44, 3 | 50, 0 | 40 | 34, 8 | 40, 0 | |||||||
| 8873, 8850 | 50 | 50 | 56, 3 | 64, 0 | 50 | 47, 5 | 48, 0 | 82 | 78 | - | 125 | 110 | - |
| 8873, 8850 | 80 | 65 | 72, 1 | 95, 0 | 65 | 60, 2 | 85, 0 | 127 | 114 | - | 192 | 162 | - |
| 80 | 80 | 84, 3 | 127, 0 | 80 | 72, 9 | 110, 0 | |||||||
| 8873, 8850 | 100 | 100 | 109, 7 | 205, 0 | 100 | 97, 4 | 185, 0 | - | - | 194 | - | - | 234 |
Diaphragms