Структура клапана B600 GMP/SAP
Інструкція з використання
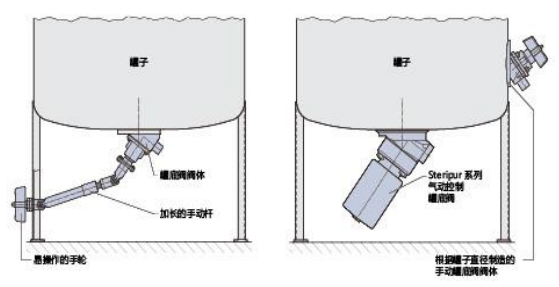
Клапан дна резервуара приварений на дні контейнера, щоб досягти найкращого ефекту спорожнення, очищення та дезінфекції.Крім того, робоче середовище може добре перемішуватися відповідно до різних технологічних вимог у процесі роботи.Важливо, щоб ущільнювальний гребінь нижнього клапана резервуара був якомога ближче до нижньої стінки резервуара, щоб досягти нульового ефекту мертвого простору.
особливості
——Конструкція компактна, що забезпечує установку в невеликому просторі.
——Немає мертвого кута, можна автоматично спорожнити.Корпус, виготовлений з одного шматка матеріалу (без зварної конструкції).
——Підходить для процесів CIP і SIP, можна стерилізувати при високій температурі, поверхня корпусу клапана може бути механічно або електрополірована відповідно до вимог, а точність може досягати 0,25 мкм.
——Конструкція ідеальна як з точки зору швидкості потоку, так і вимог до процесу, і не буде турбулентного потоку під час спорожненняпроцес.
——Всі поточні міжнародні стандартні інтерфейси, такі як зварні з’єднання, затискні з’єднання або різьбові з’єднання тощо.
——Матеріал корпусу клапана — нержавіюча сталь 1.4435/316L, звичайно, інші сплави також можуть використовуватися відповідно до вимог замовника.
— Корпус нижнього клапана резервуара може бути оснащений ручним колесом, пневматичною або електричною головкою.
——Конструкцію зварювального кільця прийнято для зменшення труднощів зварювання дна резервуара.
Оздоблення поверхні
Сучасні, продумані робочі місця та добре підготовлені спеціалісти є гарантією якісної обробки поверхонь корпусів арматури.Різні вимоги щодо використання можуть бути досягнуті шляхом шліфування, полірування, електрополірування або електролізу.Оздоблення поверхні від 6,3 м до 0,25 м.
| КлапанSurfaceFinishGроботи (DIN4768Sстандартний) | Код | |
| Ra≤0,6м | TВнутрішня та зовнішня поверхні механічно відшліфовані, а зовнішня поверхня піддається піскоструминній обробці скляними кульками | 1534 |
| Ra≤0,6м | Електрополірування внутрішніх і зовнішніх поверхонь | 1535 рік |
| Ra≤0,4м | Внутрішня і зовнішня поверхні механічно відшліфовані, а зовнішня – піскоструминна обробка скляними кульками | 1536 |
| Ra≤0,4м | Електрополірування внутрішніх і зовнішніх поверхонь | 1537 рік |
| Ra≤0,25м | Внутрішня і зовнішня поверхні механічно відшліфовані, а зовнішня – піскоструминна обробка скляними кульками | 1538 |
| Ra≤0,25м | Електрополірування внутрішніх і зовнішніх поверхонь | 1539 |
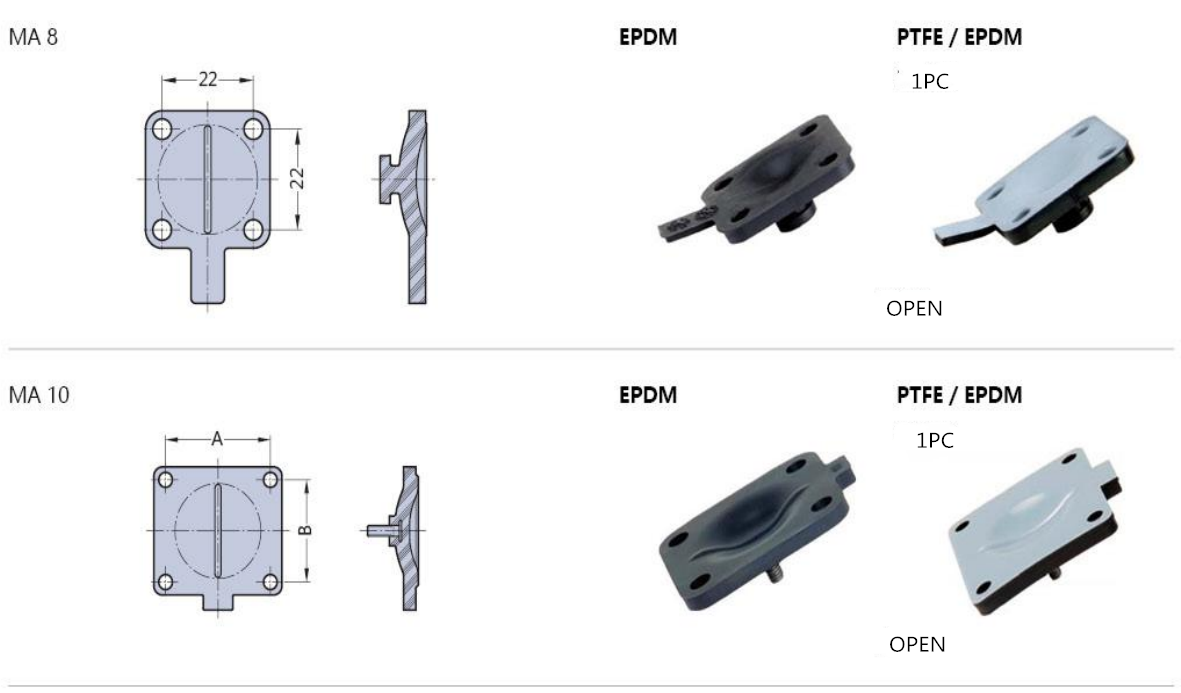
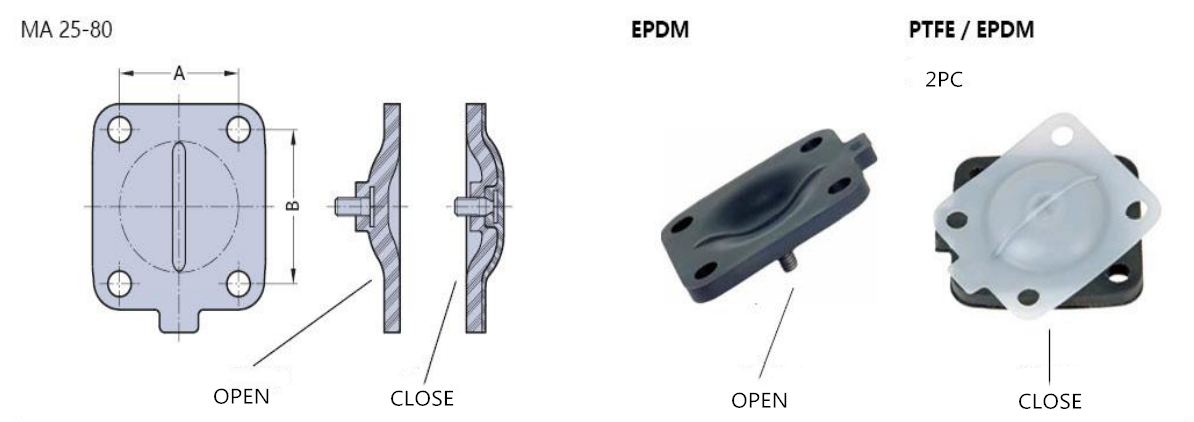
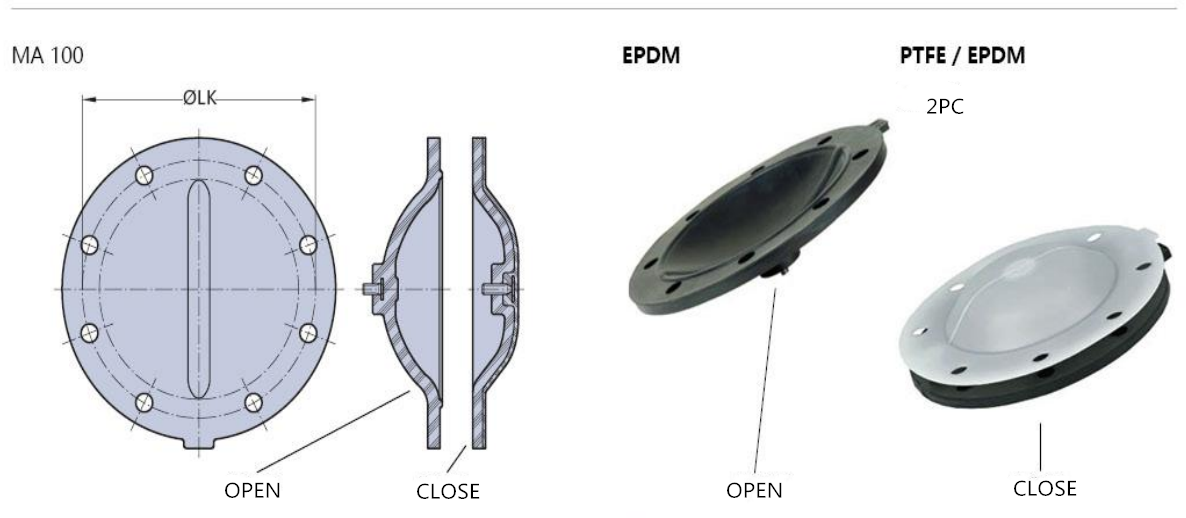
Діафрагми для фармацевтичної, харчової та біотехнологічної промисловості
| Розмір діафрагми | матеріал | FDA | Текуче середовище | HighTтемператураSкомандаSтерилізація |
| ФПДМ | 177,2600 | 90<C | 150 ℃/40 хв | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150 ℃/40 хв | |
| EPDM | 177,2600 | 90<C | 130 ℃/40 хв | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150 ℃/40 хв | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150 ℃/60 хв | |
| PTFE | 177.1550/21 | 90<C | 160 ℃/60 хв | |
| EPDM | 177,2600 | 90<C | 130 ℃/40 хв |
Діафрагми
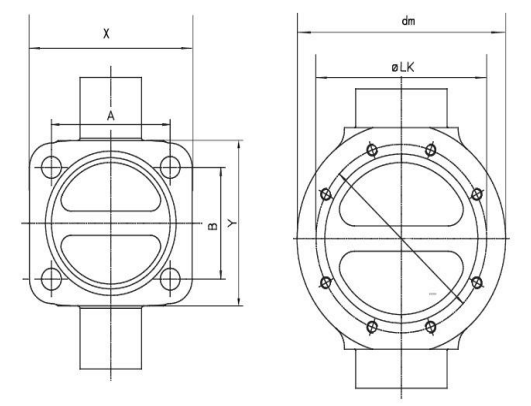
| Клапан Модель | MA | ISO | ASME-BPE | A | B | LK | x | y | dm | ||||
|
|
| DN (мм) | ID (мм) | Кв(м³/год) | DN (мм) | ID (мм) | Кв(м³/год) |
|
|
|
|
|
|
| 8873, 8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | 10, 3 | 2, 4 | 8 | 4, 57 | 0, 7 | |||||||
| 8 | 10 |
|
| 10 | 7, 75 | 1, 4 | |||||||
| 8 | 15 |
|
| 15 | 9, 40 | 2, 0 | |||||||
| 8873, 8850 | 10 | 10 | 14, 0 | 3, 9 | 10 | 7, 75 | 1, 4 | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | 18, 1 | 5, 3 | 15 | 9, 40 | 2, 2 | |||||||
| 8873, 8850 | 25 | 15 | 18 ,1 | 11 | 15 | 9, 40 | 2, 2 | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | 23, 7 | 12, 5 | 20 | 15, 75 | 6, 8 | |||||||
| 25 | 25 | 29, 6 | 21, 0 | 25 | 22, 1 | 11, 5 | |||||||
| 8873, 8850 | 40 | 32 | 38, 4 | 43, 0 |
|
|
| 70 | 65 | - | 102 | 92 | - |
| 40 | 40 | 44, 3 | 50, 0 | 40 | 34, 8 | 40, 0 | |||||||
| 8873, 8850 | 50 | 50 | 56, 3 | 64, 0 | 50 | 47, 5 | 48, 0 | 82 | 78 | - | 125 | 110 | - |
| 8873, 8850 | 80 | 65 | 72, 1 | 95, 0 | 65 | 60, 2 | 85, 0 | 127 | 114 | - | 192 | 162 | - |
| 80 | 80 | 84, 3 | 127, 0 | 80 | 72, 9 | 110, 0 | |||||||
| 8873, 8850 | 100 | 100 | 109, 7 | 205, 0 | 100 | 97, 4 | 185, 0 | - | - | 194 | - | - | 234 |
Діафрагми