B600 GMP/SAP Struktur Injap
Arahan Penggunaan
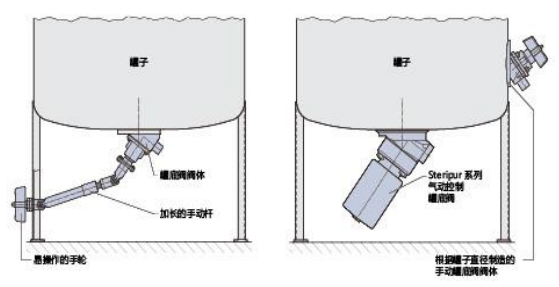
Injap bawah tangki dikimpal di bahagian bawah bekas, untuk mencapai kesan terbaik pengosongan, pembersihan dan pembasmian kuman.Di samping itu, medium kerja boleh dicampur dengan baik mengikut pelbagai keperluan teknologi dalam proses operasi.Adalah penting bahawa rabung pengedap injap bawah tangki sudah sedekat mungkin dengan dinding bawah tangki untuk mencapai kesan ruang mati sifar.
ciri-ciri
——Strukturnya padat, yang boleh memastikan pemasangan di ruang kecil.
——Tiada sudut mati, boleh dikosongkan secara automatik.Badan dimesin daripada sekeping bahan (tiada binaan yang dikimpal).
——Sesuai untuk proses CIP dan SIP, boleh disterilkan pada suhu tinggi, permukaan badan injap boleh digilap secara mekanikal atau digilap mengikut keperluan, dan ketepatan boleh mencapai 0.25um.
——Struktur ini sesuai dari segi kadar aliran dan keperluan proses, dan tidak akan ada aliran bergelora semasa pengosonganproses.
——Semua antara muka standard antarabangsa semasa boleh disediakan, seperti sambungan dikimpal, sambungan diapit atau sambungan berulir, dsb.
——Bahan badan injap ialah keluli tahan karat 1.4435/316L, sudah tentu, aloi lain juga boleh digunakan mengikut keperluan pelanggan.
——Badan injap bawah tangki boleh dilengkapi dengan roda tangan, kepala pneumatik atau kepala elektrik.
——Reka bentuk cincin kimpalan diguna pakai untuk mengurangkan kesukaran mengimpal bahagian bawah tangki.
Kemasan Permukaan
Tempat kerja moden yang direka bentuk dengan baik dan profesional yang terlatih memberikan jaminan untuk pemprosesan permukaan badan injap berkualiti tinggi.Keperluan penggunaan yang berbeza boleh dicapai dengan mengisar, menggilap, elektropolishing atau elektrolisis.Kemasan permukaan dari 6.3m hingga 0.25m.
| InjapSurfaceFinishGrade ( DIN4768Standard) | Kod | |
| Ra≤0.6m | Tpermukaan dalam dan luarnya digilap secara mekanikal, dan permukaan luarnya disembur pasir dengan manik kaca | 1534 |
| Ra≤0.6m | Electropolishing permukaan dalam dan luar | 1535 |
| Ra≤0.4m | Permukaan dalam dan luar digilap secara mekanikal, dan permukaan luar disapu pasir dengan manik kaca | 1536 |
| Ra≤0.4m | Electropolishing permukaan dalam dan luar | 1537 |
| Ra≤0.25m | Permukaan dalam dan luar digilap secara mekanikal, dan permukaan luar disapu pasir dengan manik kaca | 1538 |
| Ra≤0.25m | Electropolishing permukaan dalam dan luar | 1539 |
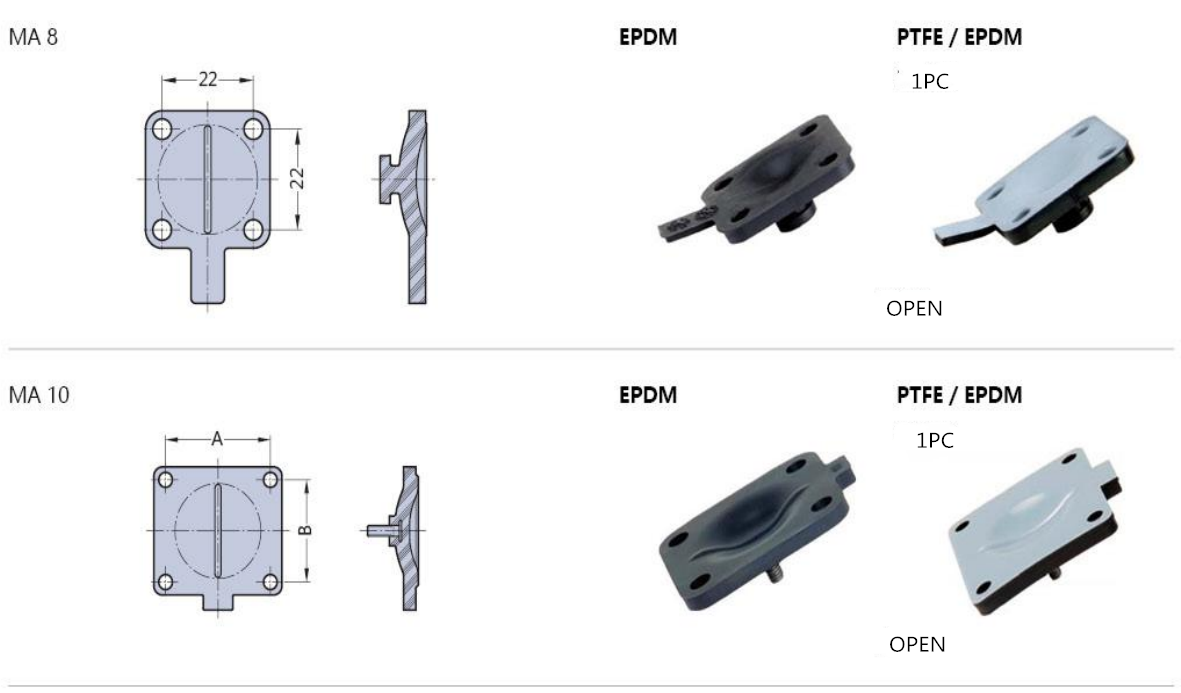
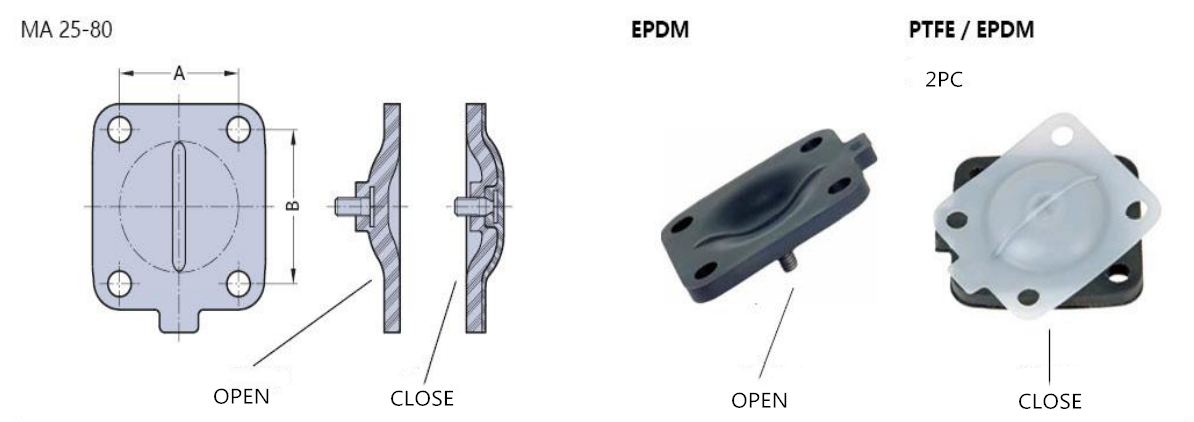
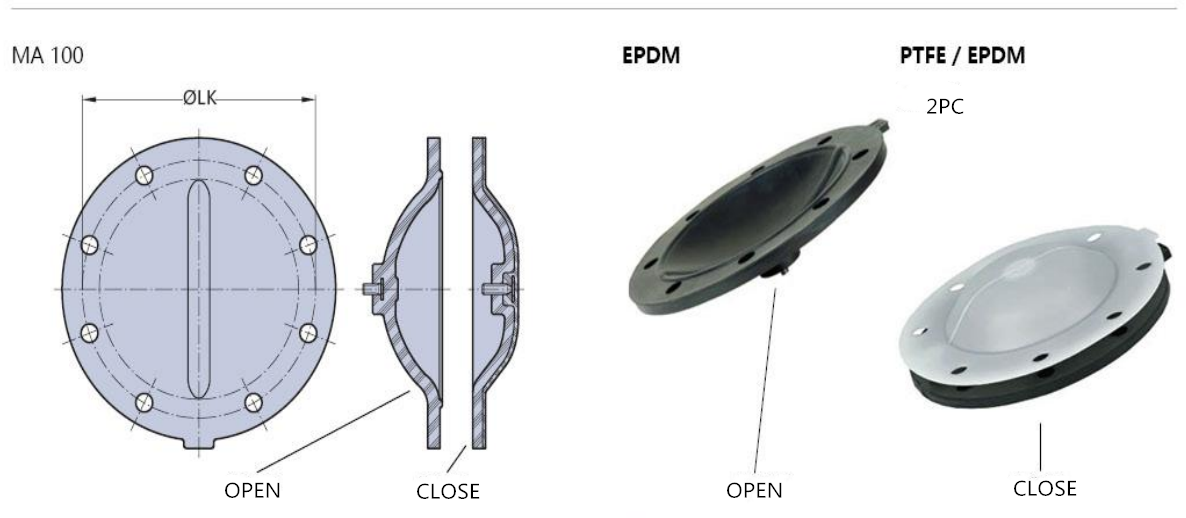
Diafragma untuk Farmaseutikal, Makanan dan Bioteknologi
| Saiz diafragma | bahan | FDA | Sederhana Bendalir | HighTemperatureSpasukanSterilisasi |
| FPDM | 177.2600 | 90<C | 150℃/40min | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150℃/40min | |
| EPDM | 177.2600 | 90<C | 130℃/40min | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150℃/40min | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150℃/60min | |
| PTFE | 177.1550/21 | 90<C | 160℃/60min | |
| EPDM | 177.2600 | 90<C | 130℃/40min |
Diafragma
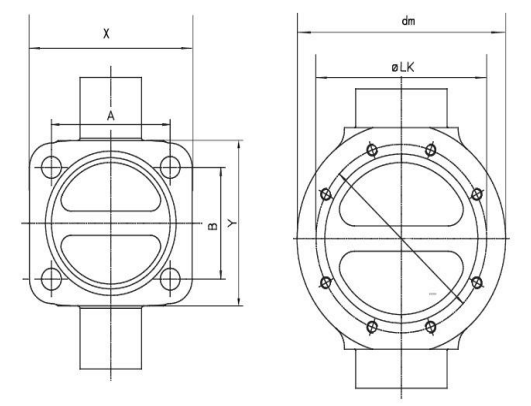
| Injap Model | MA | ISO | ASME-BPE | A | B | LK | x | y | dm | ||||
|
|
| DN(mm) | ID(mm) | Kv(m³/j) | DN(mm) | ID(mm) | Kv(m³/j) |
|
|
|
|
|
|
| 8873, 8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | 10, 3 | 2, 4 | 8 | 4, 57 | 0, 7 | |||||||
| 8 | 10 |
|
| 10 | 7, 75 | 1, 4 | |||||||
| 8 | 15 |
|
| 15 | 9, 40 | 2, 0 | |||||||
| 8873, 8850 | 10 | 10 | 14, 0 | 3, 9 | 10 | 7, 75 | 1, 4 | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | 18, 1 | 5, 3 | 15 | 9, 40 | 2, 2 | |||||||
| 8873, 8850 | 25 | 15 | 18 ,1 | 11 | 15 | 9, 40 | 2, 2 | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | 23, 7 | 12, 5 | 20 | 15, 75 | 6, 8 | |||||||
| 25 | 25 | 29, 6 | 21, 0 | 25 | 22 , 1 | 11, 5 | |||||||
| 8873, 8850 | 40 | 32 | 38, 4 | 43, 0 |
|
|
| 70 | 65 | - | 102 | 92 | - |
| 40 | 40 | 44, 3 | 50, 0 | 40 | 34, 8 | 40, 0 | |||||||
| 8873, 8850 | 50 | 50 | 56, 3 | 64, 0 | 50 | 47, 5 | 48, 0 | 82 | 78 | - | 125 | 110 | - |
| 8873, 8850 | 80 | 65 | 72, 1 | 95, 0 | 65 | 60, 2 | 85, 0 | 127 | 114 | - | 192 | 162 | - |
| 80 | 80 | 84, 3 | 127, 0 | 80 | 72, 9 | 110, 0 | |||||||
| 8873, 8850 | 100 | 100 | 109, 7 | 205, 0 | 100 | 97, 4 | 185, 0 | - | - | 194 | - | - | 234 |
Diafragma