B600 GMP/SAP ਵਾਲਵ ਬਣਤਰ
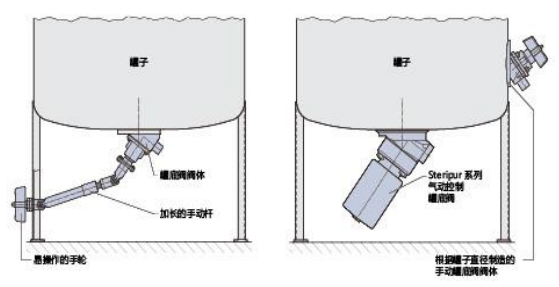
ਵਰਤਣ ਲਈ ਨਿਰਦੇਸ਼
ਟੈਂਕ ਦੇ ਹੇਠਲੇ ਵਾਲਵ ਨੂੰ ਕੰਟੇਨਰ ਦੇ ਹੇਠਾਂ ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਖਾਲੀ ਕਰਨ, ਸਫਾਈ ਅਤੇ ਰੋਗਾਣੂ-ਮੁਕਤ ਕਰਨ ਦਾ ਸਭ ਤੋਂ ਵਧੀਆ ਪ੍ਰਭਾਵ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾ ਸਕੇ।ਇਸ ਤੋਂ ਇਲਾਵਾ, ਕਾਰਜਸ਼ੀਲ ਮਾਧਿਅਮ ਨੂੰ ਸੰਚਾਲਨ ਪ੍ਰਕਿਰਿਆ ਵਿਚ ਵੱਖ-ਵੱਖ ਤਕਨੀਕੀ ਲੋੜਾਂ ਦੇ ਅਨੁਸਾਰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਮਿਲਾਇਆ ਜਾ ਸਕਦਾ ਹੈ.ਇਹ ਮਹੱਤਵਪੂਰਨ ਹੈ ਕਿ ਟੈਂਕ ਦੇ ਹੇਠਲੇ ਵਾਲਵ ਦੀ ਸੀਲਿੰਗ ਰਿਜ ਪਹਿਲਾਂ ਹੀ ਟੈਂਕ ਦੀ ਹੇਠਲੀ ਕੰਧ ਦੇ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਨੇੜੇ ਹੋਵੇ ਤਾਂ ਜੋ ਜ਼ੀਰੋ ਡੈੱਡ ਸਪੇਸ ਪ੍ਰਭਾਵ ਨੂੰ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾ ਸਕੇ।
ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
——ਢਾਂਚਾ ਸੰਖੇਪ ਹੈ, ਜੋ ਕਿ ਇੱਕ ਛੋਟੀ ਥਾਂ ਵਿੱਚ ਇੰਸਟਾਲੇਸ਼ਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾ ਸਕਦਾ ਹੈ.
——ਕੋਈ ਮਰੇ ਹੋਏ ਕੋਣ ਨੂੰ ਆਪਣੇ ਆਪ ਖਾਲੀ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।ਸਮੱਗਰੀ ਦੇ ਇੱਕ ਟੁਕੜੇ ਤੋਂ ਬਾਡੀ ਮਸ਼ੀਨ (ਕੋਈ ਵੇਲਡ ਨਿਰਮਾਣ ਨਹੀਂ).
——ਸੀਆਈਪੀ ਅਤੇ ਐਸਆਈਪੀ ਪ੍ਰਕਿਰਿਆਵਾਂ ਲਈ ਉਚਿਤ, ਉੱਚ ਤਾਪਮਾਨ 'ਤੇ ਨਿਰਜੀਵ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਵਾਲਵ ਬਾਡੀ ਦੀ ਸਤਹ ਨੂੰ ਲੋੜਾਂ ਅਨੁਸਾਰ ਮਸ਼ੀਨੀ ਤੌਰ 'ਤੇ ਪਾਲਿਸ਼ ਜਾਂ ਇਲੈਕਟ੍ਰੋਪੋਲਿਸ਼ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਸ਼ੁੱਧਤਾ 0.25um ਤੱਕ ਪਹੁੰਚ ਸਕਦੀ ਹੈ।.
——ਇਹ ਢਾਂਚਾ ਵਹਾਅ ਦੀ ਦਰ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੋਵਾਂ ਦੇ ਰੂਪ ਵਿੱਚ ਆਦਰਸ਼ ਹੈ, ਅਤੇ ਖਾਲੀ ਹੋਣ ਦੇ ਦੌਰਾਨ ਕੋਈ ਗੜਬੜ ਵਾਲਾ ਪ੍ਰਵਾਹ ਨਹੀਂ ਹੋਵੇਗਾਪ੍ਰਕਿਰਿਆ
——ਸਾਰੇ ਮੌਜੂਦਾ ਅੰਤਰਰਾਸ਼ਟਰੀ ਸਟੈਂਡਰਡ ਇੰਟਰਫੇਸ ਪ੍ਰਦਾਨ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ, ਜਿਵੇਂ ਕਿ ਵੇਲਡ ਜੋਇੰਟਸ, ਕਲੈਂਪਡ ਜੋੜਾਂ ਜਾਂ ਥਰਿੱਡਡ ਜੋੜਾਂ, ਆਦਿ।
——ਵਾਲਵ ਬਾਡੀ ਸਮਗਰੀ 1.4435/316L ਸਟੇਨਲੈਸ ਸਟੀਲ ਹੈ, ਬੇਸ਼ਕ, ਹੋਰ ਮਿਸ਼ਰਤ ਵੀ ਗਾਹਕ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਵਰਤੇ ਜਾ ਸਕਦੇ ਹਨ.
——ਟੈਂਕ ਹੇਠਲੇ ਵਾਲਵ ਬਾਡੀ ਨੂੰ ਹੈਂਡ ਵ੍ਹੀਲ, ਨਿਊਮੈਟਿਕ ਹੈੱਡ ਜਾਂ ਇਲੈਕਟ੍ਰਿਕ ਹੈੱਡ ਨਾਲ ਲੈਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.
—— ਵੈਲਡਿੰਗ ਰਿੰਗ ਡਿਜ਼ਾਈਨ ਨੂੰ ਟੈਂਕ ਦੇ ਹੇਠਾਂ ਵੈਲਡਿੰਗ ਦੀ ਮੁਸ਼ਕਲ ਨੂੰ ਘਟਾਉਣ ਲਈ ਅਪਣਾਇਆ ਜਾਂਦਾ ਹੈ.
ਸਰਫੇਸ ਫਿਨਿਸ਼
ਆਧੁਨਿਕ, ਚੰਗੀ ਤਰ੍ਹਾਂ ਡਿਜ਼ਾਈਨ ਕੀਤੇ ਕੰਮ ਦੇ ਸਥਾਨ ਅਤੇ ਚੰਗੀ ਤਰ੍ਹਾਂ ਸਿਖਿਅਤ ਪੇਸ਼ੇਵਰ ਵਾਲਵ ਬਾਡੀ ਸਤਹਾਂ ਦੀ ਉੱਚ-ਗੁਣਵੱਤਾ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਗਰੰਟੀ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ।ਵੱਖ ਵੱਖ ਵਰਤੋਂ ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੀਸਣ, ਪਾਲਿਸ਼ ਕਰਨ, ਇਲੈਕਟ੍ਰੋਪੋਲਿਸ਼ਿੰਗ ਜਾਂ ਇਲੈਕਟ੍ਰੋਲਾਈਸਿਸ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।6.3m ਤੋਂ 0.25m ਤੱਕ ਸਤਹ ਦੀ ਸਮਾਪਤੀ।
| ਵਾਲਵSurfaceFinishGrade (DIN4768Sਟੈਂਡਰਡ) | ਕੋਡ | |
| Ra≤0.6m | Tਅੰਦਰਲੀ ਅਤੇ ਬਾਹਰੀ ਸਤ੍ਹਾ ਮਸ਼ੀਨੀ ਤੌਰ 'ਤੇ ਪਾਲਿਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਬਾਹਰੀ ਸਤ੍ਹਾ ਕੱਚ ਦੇ ਮਣਕਿਆਂ ਨਾਲ ਸੈਂਡਬਲਾਸਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। | 1534 |
| Ra≤0.6m | ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ ਦੀ ਇਲੈਕਟ੍ਰੋਪੋਲਿਸ਼ਿੰਗ | 1535 |
| Ra≤ 0.4 ਮੀ | ਅੰਦਰਲੀ ਅਤੇ ਬਾਹਰੀ ਸਤ੍ਹਾ ਮਸ਼ੀਨੀ ਤੌਰ 'ਤੇ ਪਾਲਿਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਬਾਹਰੀ ਸਤ੍ਹਾ ਕੱਚ ਦੇ ਮਣਕਿਆਂ ਨਾਲ ਸੈਂਡਬਲਾਸਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ | 1536 |
| Ra≤ 0.4 ਮੀ | ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ ਦੀ ਇਲੈਕਟ੍ਰੋਪੋਲਿਸ਼ਿੰਗ | 1537 |
| Ra≤0.25m | ਅੰਦਰਲੀ ਅਤੇ ਬਾਹਰੀ ਸਤ੍ਹਾ ਮਸ਼ੀਨੀ ਤੌਰ 'ਤੇ ਪਾਲਿਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਬਾਹਰੀ ਸਤ੍ਹਾ ਕੱਚ ਦੇ ਮਣਕਿਆਂ ਨਾਲ ਸੈਂਡਬਲਾਸਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ | 1538 |
| Ra≤0.25m | ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ ਦੀ ਇਲੈਕਟ੍ਰੋਪੋਲਿਸ਼ਿੰਗ | 1539 |
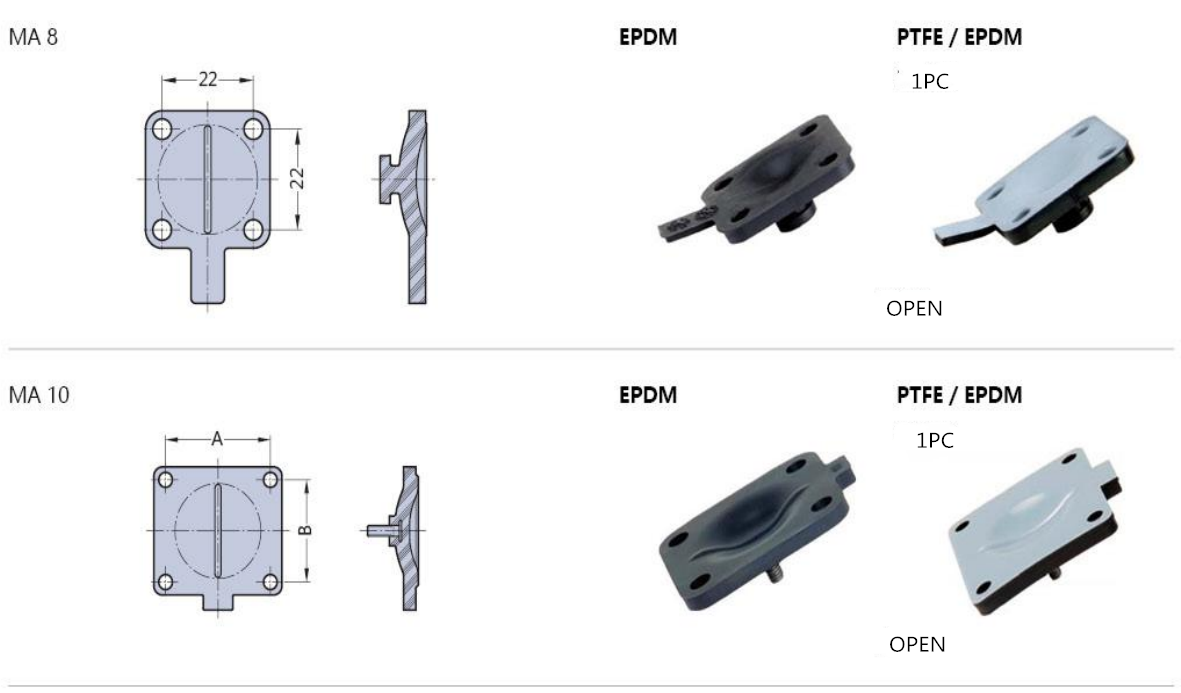
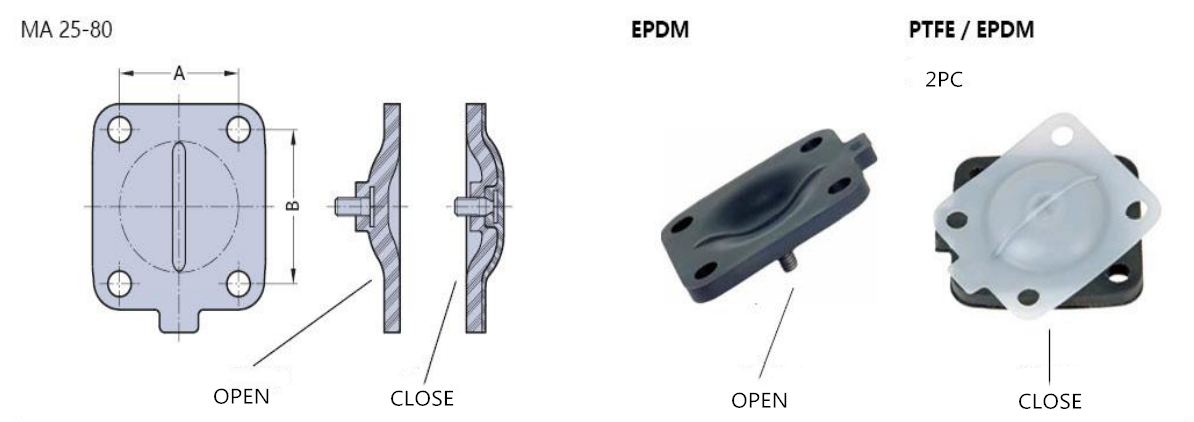
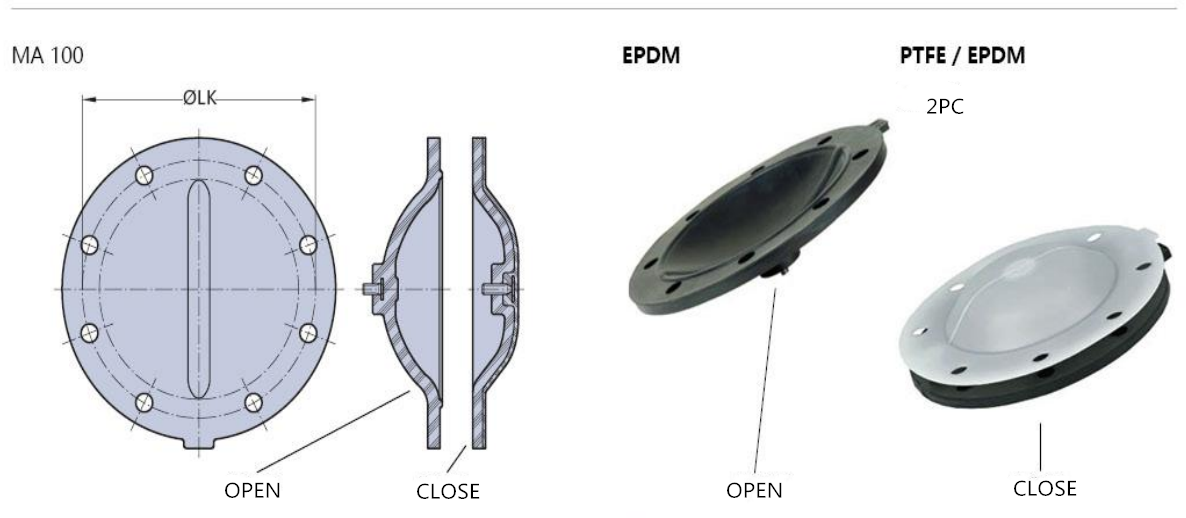
ਫਾਰਮਾਸਿਊਟੀਕਲ, ਫੂਡ ਅਤੇ ਬਾਇਓਟੈਕ ਲਈ ਡਾਇਆਫ੍ਰਾਮ
| ਡਾਇਆਫ੍ਰਾਮ ਦਾ ਆਕਾਰ | ਸਮੱਗਰੀ | ਐੱਫ.ਡੀ.ਏ | ਤਰਲ ਮਾਧਿਅਮ | HighTemperatureSਟੀਮSterilization |
| FPDM | 177.2600 | 90 °C | 150℃/40 ਮਿੰਟ | |
| PTFE/EPDM | 177.1550/21 | 90 °C | 150℃/40 ਮਿੰਟ | |
| EPDM | 177.2600 | 90 °C | 130℃/40 ਮਿੰਟ | |
| PTFE/EPDM | 177.1550/21 | 90 °C | 150℃/40 ਮਿੰਟ | |
| PTFE/EPDM | 177.1550/21 | 90 °C | 150℃/60 ਮਿੰਟ | |
| PTFE | 177.1550/21 | 90 °C | 160℃/60 ਮਿੰਟ | |
| EPDM | 177.2600 | 90 °C | 130℃/40 ਮਿੰਟ |
ਡਾਇਆਫ੍ਰਾਮ
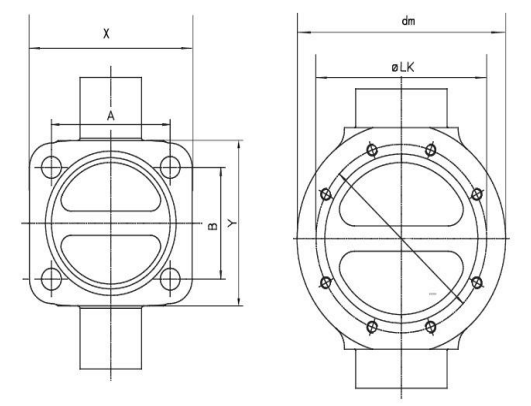
| ਵਾਲਵ ਮਾਡਲ | MA | ISO | ASME-BPE | A | B | LK | x | y | dm | ||||
|
|
| DN(mm) | ID(mm) | Kv(m³/h) | DN(mm) | ID(mm) | Kv(m³/h) |
|
|
|
|
|
|
| 8873, 8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | 10, 3 | 2, 4 | 8 | 4, 57 | 0, 7 | |||||||
| 8 | 10 |
|
| 10 | 7, 75 | 1, 4 | |||||||
| 8 | 15 |
|
| 15 | 9, 40 | 2, 0 | |||||||
| 8873, 8850 | 10 | 10 | 14, 0 | 3, 9 | 10 | 7, 75 | 1, 4 | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | 18, 1 | 5, 3 | 15 | 9, 40 | 2, 2 | |||||||
| 8873, 8850 | 25 | 15 | 18, 1 | 11 | 15 | 9, 40 | 2, 2 | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | 23, 7 | 12, 5 | 20 | 15, 75 | 6, 8 | |||||||
| 25 | 25 | 29, 6 | 21, 0 | 25 | 22, 1 | 11, 5 | |||||||
| 8873, 8850 | 40 | 32 | 38, 4 | 43, 0 |
|
|
| 70 | 65 | - | 102 | 92 | - |
| 40 | 40 | 44, 3 | 50, 0 | 40 | 34, 8 | 40, 0 | |||||||
| 8873, 8850 | 50 | 50 | 56, 3 | 64, 0 | 50 | 47, 5 | 48, 0 | 82 | 78 | - | 125 | 110 | - |
| 8873, 8850 | 80 | 65 | 72, 1 | 95, 0 | 65 | 60, 2 | 85, 0 | 127 | 114 | - | 192 | 162 | - |
| 80 | 80 | 84, 3 | 127, 0 | 80 | 72, 9 | 110, 0 | |||||||
| 8873, 8850 | 100 | 100 | 109, 7 | 205, 0 | 100 | 97, 4 | 185, 0 | - | - | 194 | - | - | 234 |
ਡਾਇਆਫ੍ਰਾਮ