B600 GMP/SAP სარქველის სტრუქტურა
Ინსტრუქცია გამოსაყენებლად
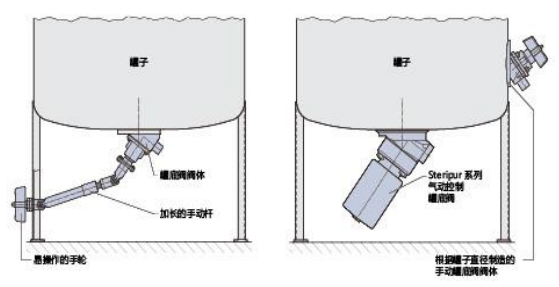
ავზის ქვედა სარქველი შედუღებულია კონტეინერის ძირში, რათა მიაღწიოს დაცლის, გაწმენდისა და დეზინფექციის საუკეთესო ეფექტს.გარდა ამისა, სამუშაო გარემო შეიძლება კარგად იყოს შერეული სამუშაო პროცესში სხვადასხვა ტექნოლოგიური მოთხოვნების შესაბამისად.მნიშვნელოვანია, რომ ავზის ქვედა სარქვლის დალუქვის ქედი უკვე მაქსიმალურად ახლოს იყოს ავზის ქვედა კედელთან, რათა მიაღწიოს ნულოვანი მკვდარი სივრცის ეფექტს.
მახასიათებლები
——კონსტრუქცია კომპაქტურია, რაც უზრუნველყოფს მცირე სივრცეში მონტაჟს.
——მკვდარი კუთხე არ არის, შეიძლება ავტომატურად დაიცალა.კორპუსი დამუშავებული ერთი ნაწილისგან (შედუღებული კონსტრუქციის გარეშე).
- შესაფერისია CIP და SIP პროცესებისთვის, შეიძლება სტერილიზაცია მოხდეს მაღალ ტემპერატურაზე, სარქვლის სხეულის ზედაპირი შეიძლება იყოს მექანიკურად გაპრიალებული ან ელექტროპოლირება მოთხოვნების შესაბამისად, ხოლო სიზუსტე შეიძლება მიაღწიოს 0,25 მმ-ს.
— კონსტრუქცია იდეალურია როგორც ნაკადის, ასევე პროცესის მოთხოვნების თვალსაზრისით და დაცლის დროს არ იქნება ტურბულენტური ნაკადი.პროცესი.
——ყველა თანამედროვე საერთაშორისო სტანდარტის ინტერფეისი შეიძლება იყოს უზრუნველყოფილი, როგორიცაა შედუღებული სახსრები, დამაგრებული სახსრები ან ხრახნიანი სახსრები და ა.შ.
—— სარქვლის კორპუსის მასალა არის 1.4435/316L უჟანგავი ფოლადი, რა თქმა უნდა, სხვა შენადნობებიც შეიძლება გამოყენებულ იქნას მომხმარებლის მოთხოვნების შესაბამისად.
——ტანკის ქვედა სარქვლის კორპუსი შეიძლება აღჭურვილი იყოს ხელის ბორბალით, პნევმატური თავით ან ელექტრო თავით.
- შედუღების რგოლის დიზაინი მიღებულია ავზის ფსკერის შედუღების სირთულის შესამცირებლად.
ზედაპირის დასრულება
თანამედროვე, კარგად დაპროექტებული სამუშაო ადგილები და კარგად გაწვრთნილი პროფესიონალები უზრუნველყოფენ სარქველების სხეულის ზედაპირების მაღალი ხარისხის დამუშავების გარანტიას.გამოყენების სხვადასხვა მოთხოვნები შეიძლება მიღწეული იქნას სახეხი, გაპრიალება, ელექტროპოლირება ან ელექტროლიზი.ზედაპირის დასრულება 6.3 მ-დან 0.25 მ-მდე.
| სარქველიSზედაპირიFინიშGრადი (DIN4768Sტანდარტი) | კოდი | |
| რა≤0,6 მ | Tშიდა და გარე ზედაპირები მექანიკურად არის გაპრიალებული, ხოლო გარე ზედაპირი ქვიშიანია შუშის მძივებით | 1534 წ |
| რა≤0,6 მ | შიდა და გარე ზედაპირების ელექტროპოლირება | 1535 წ |
| რა≤0.4მ | შიდა და გარე ზედაპირები მექანიკურად არის გაპრიალებული, ხოლო გარე ზედაპირი ქვიშიანია მინის მძივებით. | 1536 წ |
| რა≤0.4მ | შიდა და გარე ზედაპირების ელექტროპოლირება | 1537 წ |
| რა≤0,25 მ | შიდა და გარე ზედაპირები მექანიკურად არის გაპრიალებული, ხოლო გარე ზედაპირი ქვიშიანია მინის მძივებით. | 1538 წ |
| რა≤0,25 მ | შიდა და გარე ზედაპირების ელექტროპოლირება | 1539 წ |
დიაფრაგმები ფარმაცევტული, კვების და ბიოტექნიკისთვის
| დიაფრაგმის ზომა | მასალა | FDA | თხევადი საშუალო | HაჰაTტემპერატურაSგუნდიSტერილიზაცია |
| FPDM | 177.2600 | 90°C | 150℃/40 წთ | |
| PTFE/EPDM | 177.1550/21 | 90°C | 150℃/40 წთ | |
| EPDM | 177.2600 | 90°C | 130℃/40 წთ | |
| PTFE/EPDM | 177.1550/21 | 90°C | 150℃/40 წთ | |
| PTFE/EPDM | 177.1550/21 | 90°C | 150℃/60წთ | |
| PTFE | 177.1550/21 | 90°C | 160℃/60წთ | |
| EPDM | 177.2600 | 90°C | 130℃/40 წთ |
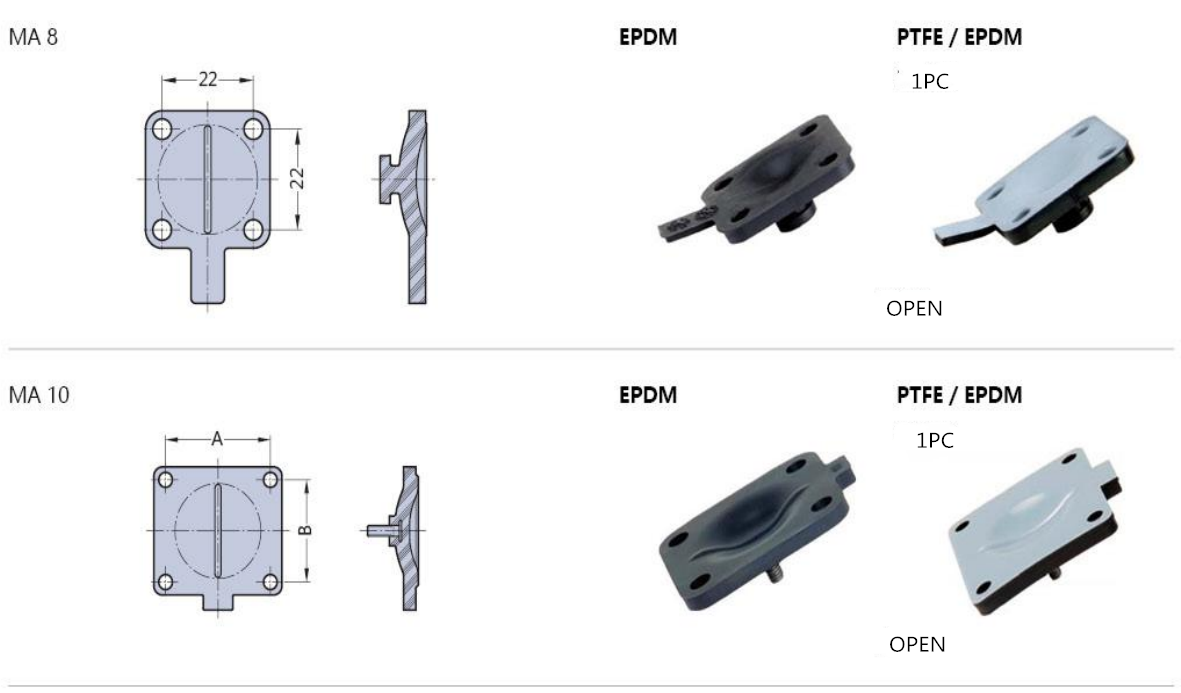
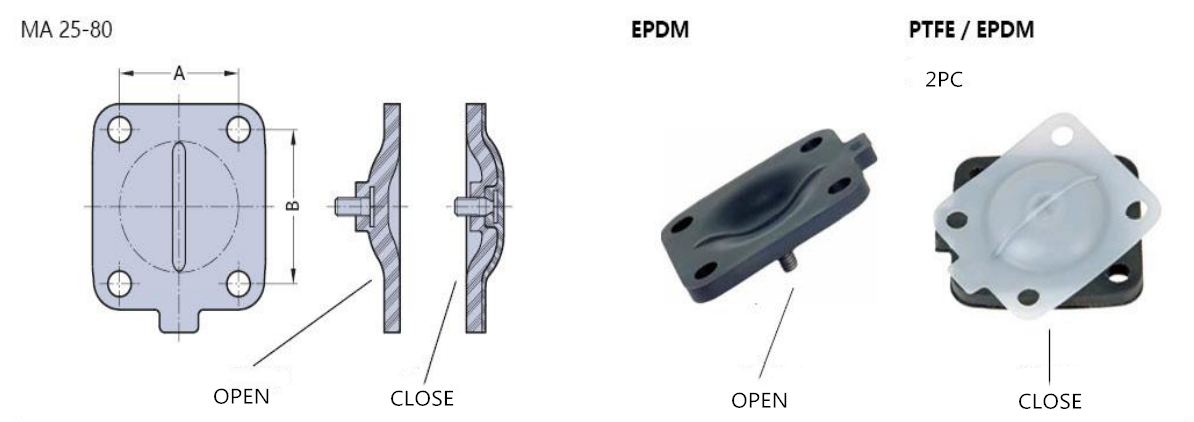
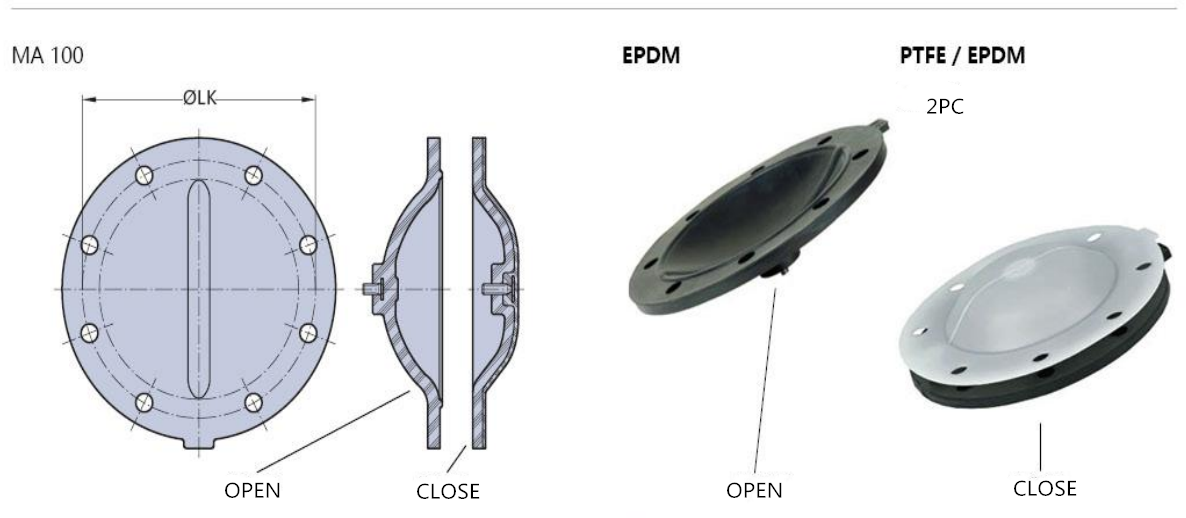
დიაფრაგმები
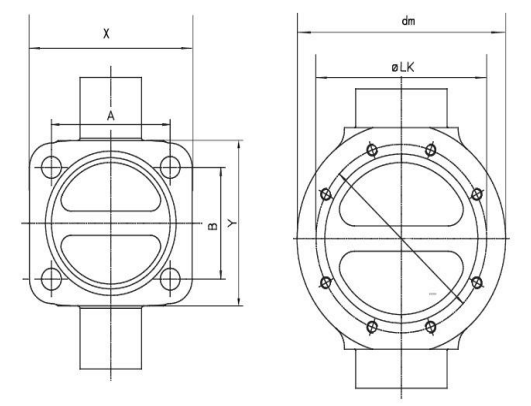
| სარქველი მოდელი | MA | ISO | ASME-BPE | A | B | LK | x | y | dm | ||||
|
|
| DN (მმ) | ID (მმ) | კვ(მ³/სთ) | DN (მმ) | ID (მმ) | კვ(მ³/სთ) |
|
|
|
|
|
|
| 8873, 8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | 10, 3 | 2, 4 | 8 | 4, 57 | 0, 7 | |||||||
| 8 | 10 |
|
| 10 | 7, 75 | 1, 4 | |||||||
| 8 | 15 |
|
| 15 | 9, 40 | 2, 0 | |||||||
| 8873, 8850 | 10 | 10 | 14, 0 | 3, 9 | 10 | 7, 75 | 1, 4 | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | 18, 1 | 5, 3 | 15 | 9, 40 | 2, 2 | |||||||
| 8873, 8850 | 25 | 15 | 18,1 | 11 | 15 | 9, 40 | 2, 2 | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | 23, 7 | 12, 5 | 20 | 15, 75 | 6, 8 | |||||||
| 25 | 25 | 29, 6 | 21, 0 | 25 | 22, 1 | 11, 5 | |||||||
| 8873, 8850 | 40 | 32 | 38, 4 | 43, 0 |
|
|
| 70 | 65 | - | 102 | 92 | - |
| 40 | 40 | 44, 3 | 50, 0 | 40 | 34, 8 | 40, 0 | |||||||
| 8873, 8850 | 50 | 50 | 56, 3 | 64, 0 | 50 | 47, 5 | 48, 0 | 82 | 78 | - | 125 | 110 | - |
| 8873, 8850 | 80 | 65 | 72, 1 | 95, 0 | 65 | 60, 2 | 85, 0 | 127 | 114 | - | 192 | 162 | - |
| 80 | 80 | 84, 3 | 127, 0 | 80 | 72, 9 | 110, 0 | |||||||
| 8873, 8850 | 100 | 100 | 109, 7 | 205, 0 | 100 | 97, 4 | 185, 0 | - | - | 194 | - | - | 234 |
დიაფრაგმები