B600 GMP/SAP भल्भ संरचना
प्रयोगको लागि निर्देशनहरू
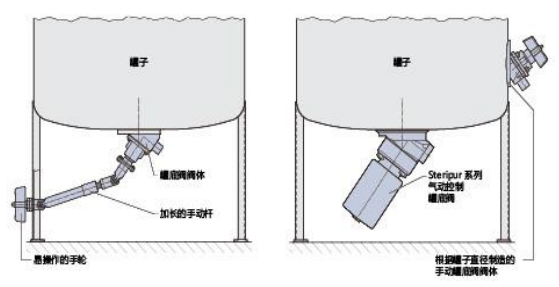
ट्याङ्कीको तल्लो भल्भलाई कन्टेनरको फेदमा वेल्ड गरिएको छ, ताकि खाली गर्ने, सफा गर्ने र कीटाणुशोधन गर्ने उत्तम प्रभाव प्राप्त गर्न सकिन्छ।थप रूपमा, काम गर्ने माध्यमलाई सञ्चालन प्रक्रियामा विभिन्न प्राविधिक आवश्यकताहरू अनुसार राम्रोसँग मिसाउन सकिन्छ।यो महत्त्वपूर्ण छ कि ट्यांकको तल्लो भल्भको सीलिङ रिज पहिले नै ट्याङ्कीको तल्लो पर्खालमा सकेसम्म नजिक छ ताकि शून्य मृत स्थान प्रभाव प्राप्त गर्न सकिन्छ।
विशेषताहरु
—— संरचना कम्प्याक्ट छ, जसले सानो ठाउँमा स्थापना सुनिश्चित गर्न सक्छ.
——कुनै मृत कोण, स्वचालित रूपमा खाली गर्न सकिन्छ।सामग्रीको एक टुक्राबाट शरीर मेसिन गरिएको (वेल्डेड निर्माण छैन).
——CIP र SIP प्रक्रियाहरूका लागि उपयुक्त, उच्च तापक्रममा निर्जंतुकीकरण गर्न सकिन्छ, भल्भ बडीको सतहलाई आवश्यकता अनुसार मेकानिकली पालिश वा इलेक्ट्रोपोलिश गर्न सकिन्छ, र परिशुद्धता 0.25um पुग्न सक्छ।.
—— संरचना प्रवाह दर र प्रक्रिया आवश्यकताहरू दुवैको हिसाबले आदर्श छ, र खाली गर्दा कुनै अशान्त प्रवाह हुनेछैन।प्रक्रिया।
——सबै हालका अन्तर्राष्ट्रिय मानक इन्टरफेसहरू प्रदान गर्न सकिन्छ, जस्तै वेल्डेड जोइन्टहरू, क्ल्याम्प्ड जोइन्टहरू वा थ्रेडेड जोडहरू, आदि।
——भल्भ बडी सामाग्री 1.4435/316L स्टेनलेस स्टील हो, निस्सन्देह, अन्य मिश्र धातुहरू पनि ग्राहक आवश्यकता अनुसार प्रयोग गर्न सकिन्छ।.
——ट्याङ्क तल्लो भल्भ बडी ह्यान्ड ह्वील, वायमेटिक हेड वा बिजुली टाउकोले लैजान सकिन्छ.
—— ट्याङ्कीको तल्लो भाग वेल्डिङको कठिनाइ कम गर्न वेल्डिङ रिङ डिजाइन अपनाइन्छ.
सतह समाप्त
आधुनिक, राम्रोसँग डिजाइन गरिएको कार्यस्थलहरू र राम्रोसँग प्रशिक्षित पेशेवरहरूले भल्भ बडी सतहहरूको उच्च-गुणस्तर प्रशोधनको लागि ग्यारेन्टी प्रदान गर्छन्।विभिन्न उपयोग आवश्यकताहरू पीस, पालिश, electropolishing वा electrolysis द्वारा प्राप्त गर्न सकिन्छ।६.३ मिटर देखि ०.२५ मिटर सम्मको सतह समाप्त हुन्छ।
| भल्भSurfaceFinishGrade (DIN4768Standard) | कोड | |
| Ra≤ ०.६ मि | Tभित्री र बाहिरी सतहहरू यान्त्रिक रूपमा पालिश गरिएको छ, र बाहिरी सतह गिलास मोतीहरूले स्यान्डब्लास्ट गरिएको छ। | १५३४ |
| Ra≤ ०.६ मि | भित्री र बाहिरी सतहहरु को इलेक्ट्रोपोलिसिंग | १५३५ |
| Ra≤ ०.४ मि | भित्री र बाहिरी सतहहरू यान्त्रिक रूपमा पालिश गरिएको छ, र बाहिरी सतह गिलास मोतीहरूले स्यान्डब्लास्ट गरिएको छ। | १५३६ |
| Ra≤ ०.४ मि | भित्री र बाहिरी सतहहरु को इलेक्ट्रोपोलिसिंग | १५३७ |
| Ra≤ ०.२५ मि | भित्री र बाहिरी सतहहरू यान्त्रिक रूपमा पालिश गरिएको छ, र बाहिरी सतह गिलास मोतीहरूले स्यान्डब्लास्ट गरिएको छ। | १५३८ |
| Ra≤ ०.२५ मि | भित्री र बाहिरी सतहहरु को इलेक्ट्रोपोलिसिंग | १५३९ |
औषधि, खाना र बायोटेकको लागि डायाफ्राम
| डायाफ्राम आकार | सामग्री | FDA | तरल पदार्थ मध्यम | HighTemperatureSटोलीSterilization |
| FPDM | १७७.२६०० | ९० डिग्री सेल्सियस | 150℃/40min | |
| PTFE/EPDM | १७७.१५५०/२१ | ९० डिग्री सेल्सियस | 150℃/40min | |
| EPDM | १७७.२६०० | ९० डिग्री सेल्सियस | 130℃/40min | |
| PTFE/EPDM | १७७.१५५०/२१ | ९० डिग्री सेल्सियस | 150℃/40min | |
| PTFE/EPDM | १७७.१५५०/२१ | ९० डिग्री सेल्सियस | 150℃/60min | |
| PTFE | १७७.१५५०/२१ | ९० डिग्री सेल्सियस | 160℃/60min | |
| EPDM | १७७.२६०० | ९० डिग्री सेल्सियस | 130℃/40min |
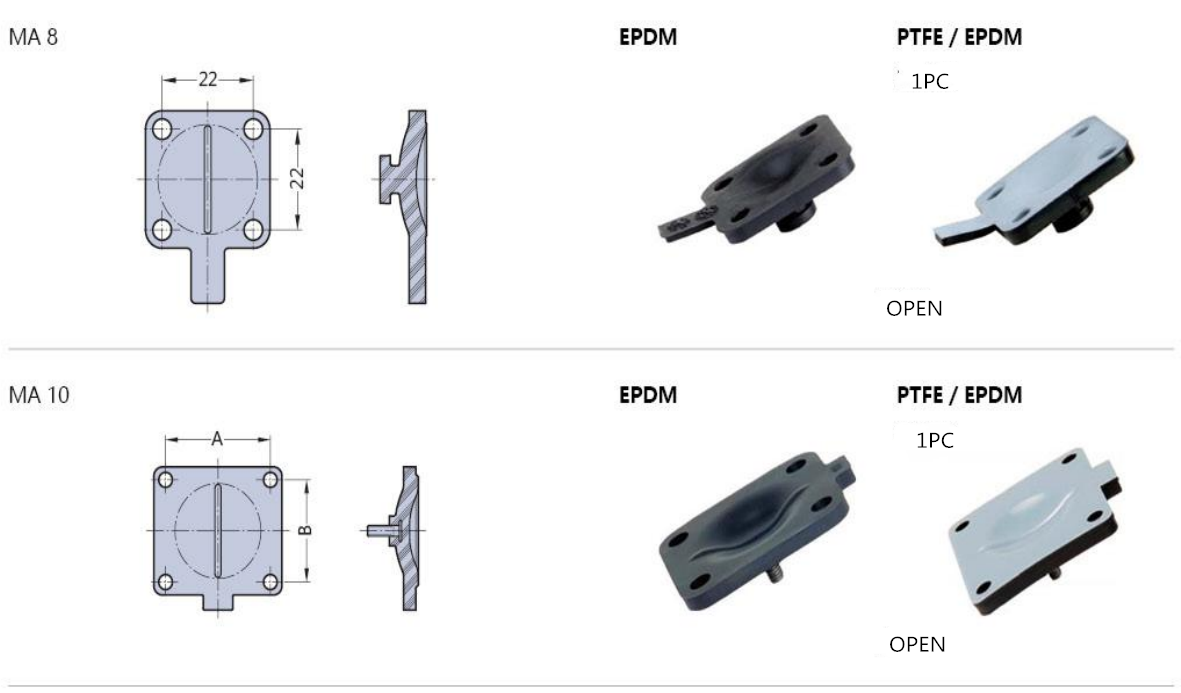
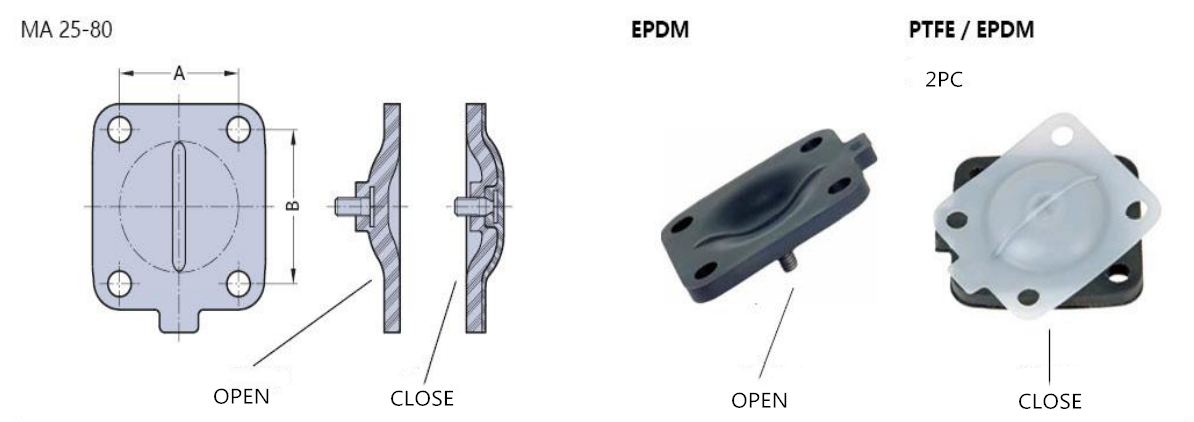
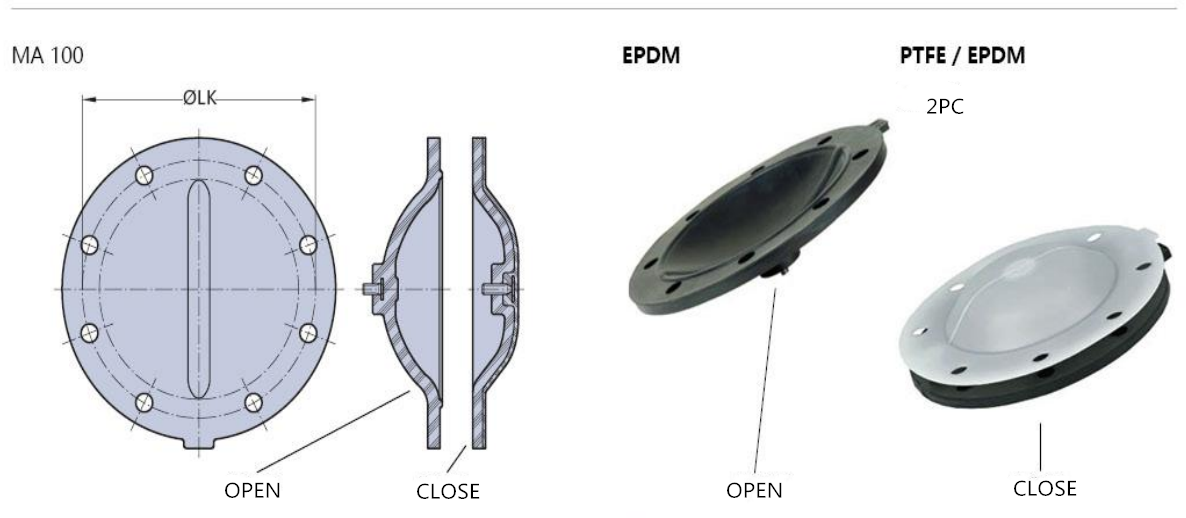
डायाफ्राम
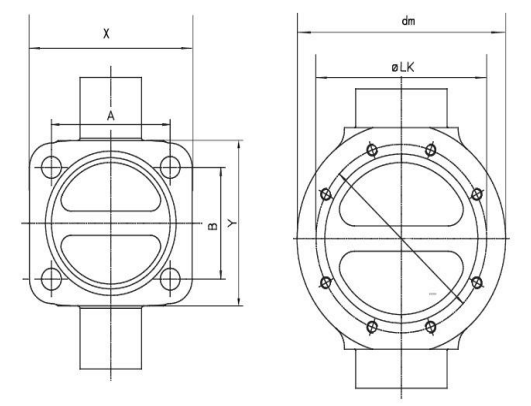
| भल्भ मोडेल | MA | ISO | ASME-BPE | A | B | LK | x | y | dm | ||||
|
|
| DN(मिमी) | ID(मिमी) | Kv(m³/h) | DN(मिमी) | ID(मिमी) | Kv(m³/h) |
|
|
|
|
|
|
| 8873, 8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | १०, ३ | २, ४ | 8 | ४, ५७ | ०, ७ | |||||||
| 8 | 10 |
|
| 10 | ७, ७५ | १, ४ | |||||||
| 8 | 15 |
|
| 15 | ९, ४० | २, ० | |||||||
| 8873, 8850 | 10 | 10 | १४, ० | ३, ९ | 10 | ७, ७५ | १, ४ | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | १८, १ | ५, ३ | 15 | ९, ४० | २, २ | |||||||
| 8873, 8850 | 25 | 15 | १८,१ | 11 | 15 | ९, ४० | २, २ | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | २३, ७ | १२, ५ | 20 | १५, ७५ | ६, ८ | |||||||
| 25 | 25 | २९, ६ | २१, ० | 25 | २२, १ | ११, ५ | |||||||
| 8873, 8850 | 40 | 32 | ३८, ४ | ४३, ० |
|
|
| 70 | 65 | - | १०२ | 92 | - |
| 40 | 40 | ४४, ३ | ५०, ० | 40 | ३४, ८ | ४०, ० | |||||||
| 8873, 8850 | 50 | 50 | ५६, ३ | ६४, ० | 50 | ४७, ५ | ४८, ० | 82 | 78 | - | १२५ | ११० | - |
| 8873, 8850 | 80 | 65 | ७२, १ | ९५, ० | 65 | ६०, २ | ८५, ० | १२७ | ११४ | - | १९२ | १६२ | - |
| 80 | 80 | ८४, ३ | १२७, ० | 80 | ७२, ९ | ११०, ० | |||||||
| 8873, 8850 | १०० | १०० | १०९, ७ | २०५, ० | १०० | ९७, ४ | १८५, ० | - | - | १९४ | - | - | २३४ |
डायाफ्राम