बी600 जीएमपी/एसएपी वाल्व संरचना
उपयोग के लिए निर्देश
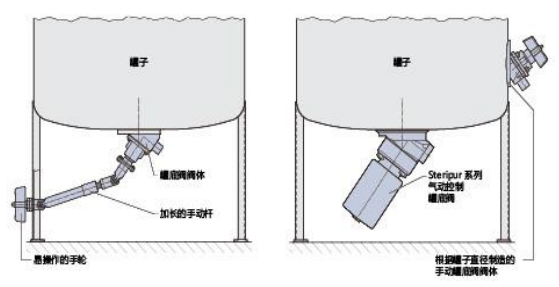
टैंक बॉटम वाल्व को कंटेनर के निचले भाग में वेल्ड किया जाता है, ताकि खाली करने, सफाई और कीटाणुशोधन का सर्वोत्तम प्रभाव प्राप्त हो सके।इसके अलावा, संचालन प्रक्रिया में विभिन्न तकनीकी आवश्यकताओं के अनुसार कामकाजी माध्यम को अच्छी तरह मिश्रित किया जा सकता है।यह महत्वपूर्ण है कि टैंक के निचले वाल्व का सीलिंग रिज पहले से ही टैंक की निचली दीवार के जितना संभव हो उतना करीब हो ताकि शून्य मृत स्थान प्रभाव प्राप्त हो सके।
विशेषताएँ
——संरचना कॉम्पैक्ट है, जो एक छोटी सी जगह में स्थापना सुनिश्चित कर सकती है.
——कोई मृत कोण नहीं, स्वचालित रूप से खाली किया जा सकता है।सामग्री के एक टुकड़े से मशीनीकृत बॉडी (कोई वेल्डेड निर्माण नहीं).
-सीआईपी और एसआईपी प्रक्रियाओं के लिए उपयुक्त, उच्च तापमान पर निष्फल किया जा सकता है, वाल्व बॉडी की सतह को आवश्यकताओं के अनुसार यांत्रिक रूप से पॉलिश या इलेक्ट्रोपॉलिश किया जा सकता है, और परिशुद्धता 0.25um तक पहुंच सकती है.
——संरचना प्रवाह दर और प्रक्रिया आवश्यकताओं दोनों के संदर्भ में आदर्श है, और खाली करने के दौरान कोई अशांत प्रवाह नहीं होगाप्रक्रिया।
——सभी मौजूदा अंतरराष्ट्रीय मानक इंटरफेस प्रदान किए जा सकते हैं, जैसे वेल्डेड जोड़, क्लैम्प्ड जोड़ या थ्रेडेड जोड़ आदि।
——वाल्व बॉडी सामग्री 1.4435/316एल स्टेनलेस स्टील है, बेशक, अन्य मिश्र धातुओं का भी ग्राहकों की आवश्यकताओं के अनुसार उपयोग किया जा सकता है.
——टैंक बॉटम वाल्व बॉडी को हैंड व्हील, न्यूमेटिक हेड या इलेक्ट्रिक हेड से सुसज्जित किया जा सकता है.
—-टैंक के निचले हिस्से में वेल्डिंग की कठिनाई को कम करने के लिए वेल्डिंग रिंग डिज़ाइन को अपनाया जाता है.
सतह खत्म
आधुनिक, अच्छी तरह से डिज़ाइन किए गए कार्यस्थल और अच्छी तरह से प्रशिक्षित पेशेवर वाल्व बॉडी सतहों की उच्च गुणवत्ता वाली प्रसंस्करण की गारंटी प्रदान करते हैं।पीसने, चमकाने, इलेक्ट्रोपॉलिशिंग या इलेक्ट्रोलिसिस द्वारा विभिन्न उपयोग आवश्यकताओं को प्राप्त किया जा सकता है।सतह की फिनिश 6.3 मीटर से 0.25 मीटर तक।
| वाल्वSउर चेहरेFinishGरेड (DIN4768Sमानक) | कोड | |
| Ra≤0.6m | Tआंतरिक और बाहरी सतहों को यांत्रिक रूप से पॉलिश किया जाता है, और बाहरी सतह को कांच के मोतियों से सैंडब्लास्ट किया जाता है | 1534 |
| Ra≤0.6m | आंतरिक और बाहरी सतहों की इलेक्ट्रोपॉलिशिंग | 1535 |
| Ra≤0.4m | आंतरिक और बाहरी सतहों को यांत्रिक रूप से पॉलिश किया जाता है, और बाहरी सतह को कांच के मोतियों से सैंडब्लास्ट किया जाता है | 1536 |
| Ra≤0.4m | आंतरिक और बाहरी सतहों की इलेक्ट्रोपॉलिशिंग | 1537 |
| Ra≤0.25m | आंतरिक और बाहरी सतहों को यांत्रिक रूप से पॉलिश किया जाता है, और बाहरी सतह को कांच के मोतियों से सैंडब्लास्ट किया जाता है | 1538 |
| Ra≤0.25m | आंतरिक और बाहरी सतहों की इलेक्ट्रोपॉलिशिंग | 1539 |
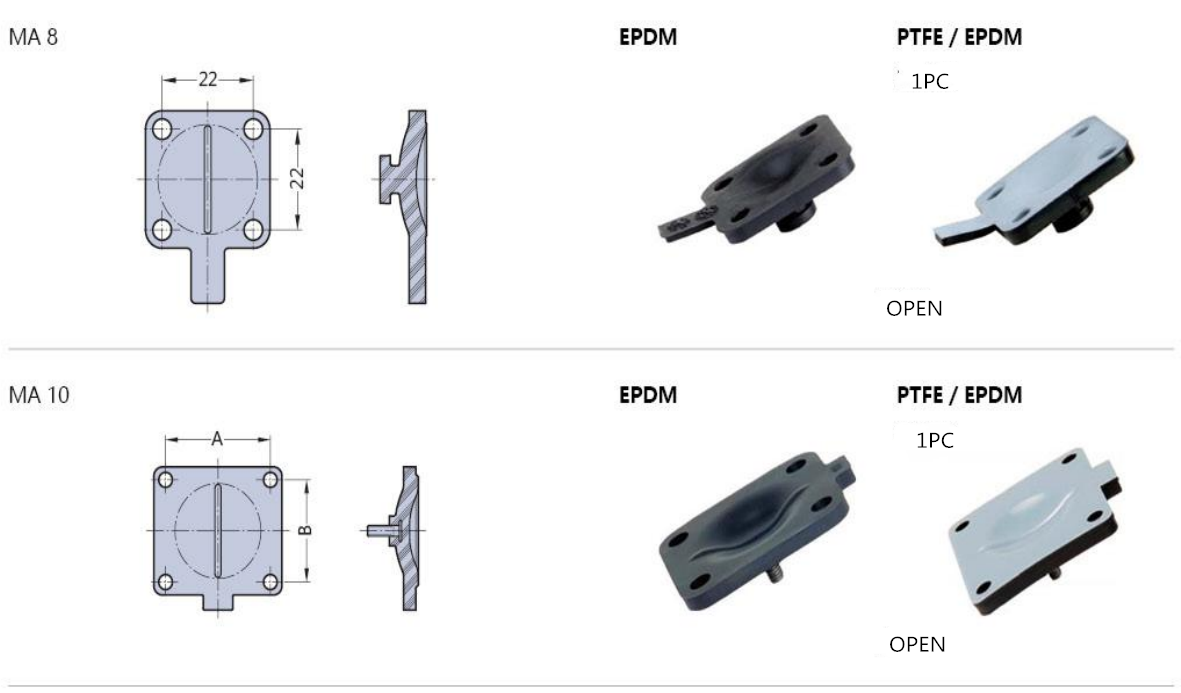
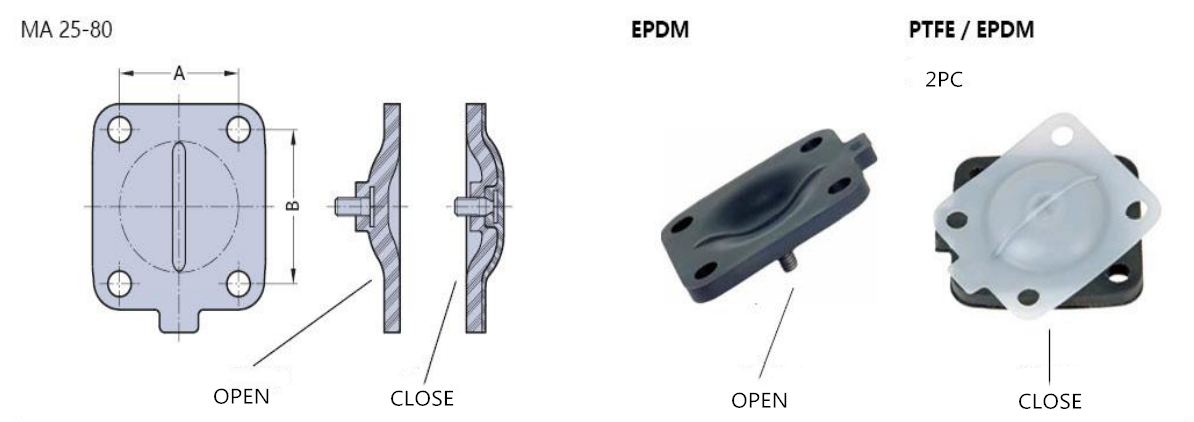
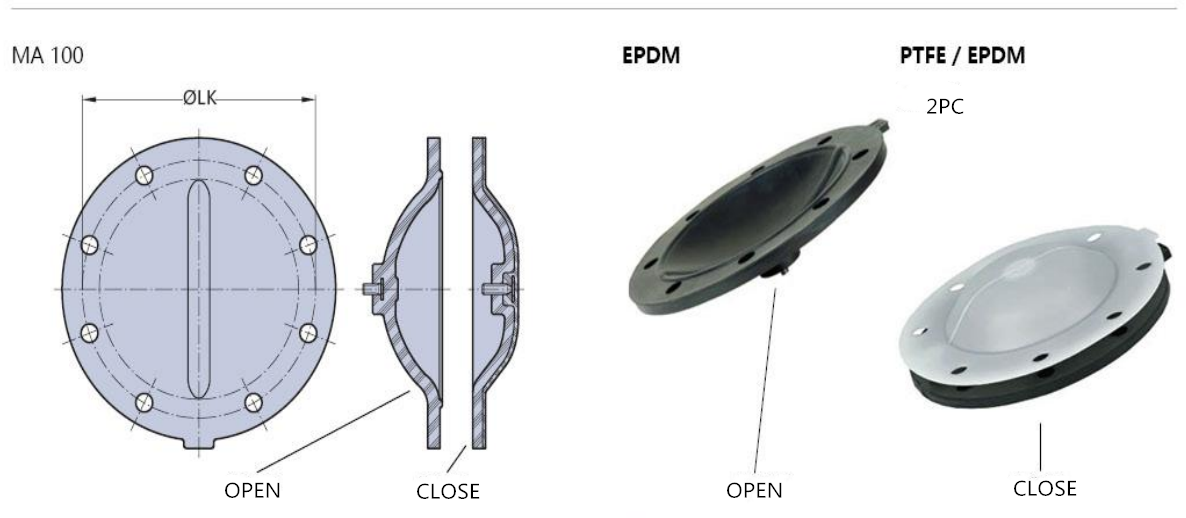
फार्मास्युटिकल, खाद्य और बायोटेक के लिए डायाफ्राम
| डायाफ्राम का आकार | सामग्री | एफडीए | द्रव माध्यम | HighTतापमानSटीमSबंध्याकरण |
| एफपीडीएम | 177.2600 | 90<C | 150℃/40 मिनट | |
| पीटीएफई/ईपीडीएम | 177.1550/21 | 90<C | 150℃/40 मिनट | |
| ईपीडीएम | 177.2600 | 90<C | 130℃/40 मिनट | |
| पीटीएफई/ईपीडीएम | 177.1550/21 | 90<C | 150℃/40 मिनट | |
| पीटीएफई/ईपीडीएम | 177.1550/21 | 90<C | 150℃/60 मिनट | |
| पीटीएफई | 177.1550/21 | 90<C | 160℃/60 मिनट | |
| ईपीडीएम | 177.2600 | 90<C | 130℃/40 मिनट |
डायफ्राम
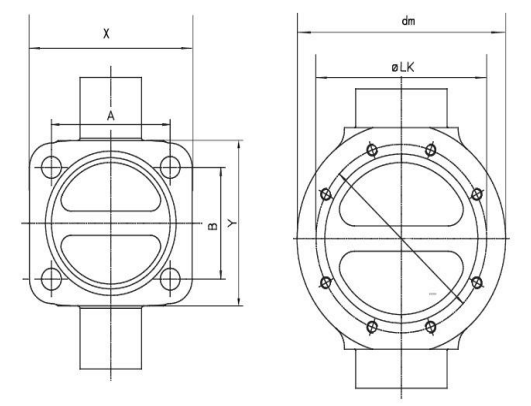
| वाल्व नमूना | MA | आईएसओ | एएसएमई-बीपीई | A | B | LK | x | y | dm | ||||
|
|
| डीएन(मिमी) | आईडी(मिमी) | केवी(एम³/घंटा) | डीएन(मिमी) | आईडी(मिमी) | केवी(एम³/घंटा) |
|
|
|
|
|
|
| 8873、8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | 10, 3 | 2, 4 | 8 | 4, 57 | 0, 7 | |||||||
| 8 | 10 |
|
| 10 | 7, 75 | 1, 4 | |||||||
| 8 | 15 |
|
| 15 | 9, 40 | 2, 0 | |||||||
| 8873、8850 | 10 | 10 | 14, 0 | 3, 9 | 10 | 7, 75 | 1, 4 | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | 18, 1 | 5, 3 | 15 | 9, 40 | 2, 2 | |||||||
| 8873、8850 | 25 | 15 | 18 ,1 | 11 | 15 | 9, 40 | 2, 2 | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | 23, 7 | 12, 5 | 20 | 15, 75 | 6, 8 | |||||||
| 25 | 25 | 29, 6 | 21, 0 | 25 | 22 , 1 | 11, 5 | |||||||
| 8873、8850 | 40 | 32 | 38, 4 | 43, 0 |
|
|
| 70 | 65 | - | 102 | 92 | - |
| 40 | 40 | 44, 3 | 50, 0 | 40 | 34, 8 | 40, 0 | |||||||
| 8873、8850 | 50 | 50 | 56, 3 | 64, 0 | 50 | 47, 5 | 48, 0 | 82 | 78 | - | 125 | 110 | - |
| 8873、8850 | 80 | 65 | 72, 1 | 95, 0 | 65 | 60, 2 | 85, 0 | 127 | 114 | - | 192 | 162 | - |
| 80 | 80 | 84, 3 | 127, 0 | 80 | 72, 9 | 110, 0 | |||||||
| 8873、8850 | 100 | 100 | 109, 7 | 205, 0 | 100 | 97, 4 | 185, 0 | - | - | 194 | - | - | 234 |
डायफ्राम