B600 GMP/SAP વાલ્વ સ્ટ્રક્ચર
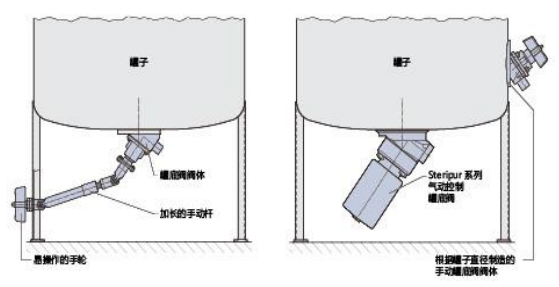
ઉપયોગ માટે સૂચનાઓ
ટાંકીના તળિયે વાલ્વને કન્ટેનરના તળિયે વેલ્ડ કરવામાં આવે છે, જેથી ખાલી કરવા, સફાઈ અને જીવાણુ નાશકક્રિયાની શ્રેષ્ઠ અસર પ્રાપ્ત કરી શકાય.વધુમાં, કાર્યકારી માધ્યમને ઓપરેશન પ્રક્રિયામાં વિવિધ તકનીકી આવશ્યકતાઓ અનુસાર સારી રીતે મિશ્રિત કરી શકાય છે.તે મહત્વનું છે કે ટાંકીના તળિયે વાલ્વની સીલિંગ રીજ પહેલેથી જ ટાંકીની નીચેની દિવાલની શક્ય તેટલી નજીક છે જેથી શૂન્ય ડેડ સ્પેસ અસર પ્રાપ્ત કરી શકાય.
વિશેષતા
——સંરચના કોમ્પેક્ટ છે, જે નાની જગ્યામાં ઇન્સ્ટોલેશનની ખાતરી કરી શકે છે.
——કોઈ ડેડ એંગલ નથી, આપોઆપ ખાલી કરી શકાય છે.સામગ્રીના એક ટુકડામાંથી મશિન બનાવેલ શરીર (કોઈ વેલ્ડેડ બાંધકામ નથી).
——સીઆઈપી અને એસઆઈપી પ્રક્રિયાઓ માટે યોગ્ય, ઊંચા તાપમાને વંધ્યીકૃત કરી શકાય છે, વાલ્વ બોડીની સપાટીને યાંત્રિક રીતે પોલિશ કરી શકાય છે અથવા જરૂરિયાતો અનુસાર ઇલેક્ટ્રોપોલિશ કરી શકાય છે, અને ચોકસાઇ 0.25um સુધી પહોંચી શકે છે..
——સંરચના પ્રવાહ દર અને પ્રક્રિયાની જરૂરિયાતો બંને દ્રષ્ટિએ આદર્શ છે, અને ખાલી કરતી વખતે કોઈ અશાંત પ્રવાહ હશે નહીં.પ્રક્રિયા
——તમામ વર્તમાન આંતરરાષ્ટ્રીય સ્ટાન્ડર્ડ ઇન્ટરફેસ પ્રદાન કરી શકાય છે, જેમ કે વેલ્ડેડ સાંધા, ક્લેમ્પ્ડ સાંધા અથવા થ્રેડેડ સાંધા વગેરે.
——વાલ્વ બોડી સામગ્રી 1.4435/316L સ્ટેનલેસ સ્ટીલ છે, અલબત્ત, અન્ય એલોયનો ઉપયોગ ગ્રાહકની જરૂરિયાતો અનુસાર પણ કરી શકાય છે.
——ટેન્ક બોટમ વાલ્વ બોડી હેન્ડ વ્હીલ, ન્યુમેટિક હેડ અથવા ઇલેક્ટ્રિક હેડથી સજ્જ કરી શકાય છે.
——ટાંકીના તળિયે વેલ્ડીંગ કરવાની મુશ્કેલી ઘટાડવા વેલ્ડીંગ રીંગની ડિઝાઇન અપનાવવામાં આવે છે.
સપાટી સમાપ્ત
આધુનિક, સારી રીતે ડિઝાઇન કરેલ કાર્યસ્થળો અને સારી રીતે પ્રશિક્ષિત વ્યાવસાયિકો વાલ્વ બોડી સપાટીઓની ઉચ્ચ-ગુણવત્તાની પ્રક્રિયા માટે ગેરંટી પૂરી પાડે છે.ગ્રાઇન્ડીંગ, પોલીશીંગ, ઇલેક્ટ્રોપોલિશીંગ અથવા વિદ્યુત વિચ્છેદન દ્વારા વિવિધ વપરાશની આવશ્યકતાઓ પ્રાપ્ત કરી શકાય છે.6.3m થી 0.25m સુધીની સપાટીની પૂર્ણાહુતિ.
| વાલ્વSurfaceFinishGrade ( DIN4768Sટેન્ડર) | કોડ | |
| Ra≤0.6m | Tઆંતરિક અને બાહ્ય સપાટીઓ યાંત્રિક રીતે પોલિશ્ડ છે અને બાહ્ય સપાટી કાચના મણકાથી સેન્ડબ્લાસ્ટ કરવામાં આવે છે. | 1534 |
| Ra≤0.6m | આંતરિક અને બાહ્ય સપાટીઓનું ઇલેક્ટ્રોપોલિશિંગ | 1535 |
| Ra≤0.4m | અંદરની અને બહારની સપાટીઓ યાંત્રિક રીતે પોલિશ્ડ છે અને બાહ્ય સપાટી કાચના મણકા વડે સેન્ડબ્લાસ્ટ કરેલી છે | 1536 |
| Ra≤0.4m | આંતરિક અને બાહ્ય સપાટીઓનું ઇલેક્ટ્રોપોલિશિંગ | 1537 |
| Ra≤0.25m | અંદરની અને બહારની સપાટીઓ યાંત્રિક રીતે પોલિશ્ડ છે અને બાહ્ય સપાટી કાચના મણકા વડે સેન્ડબ્લાસ્ટ કરેલી છે | 1538 |
| Ra≤0.25m | આંતરિક અને બાહ્ય સપાટીઓનું ઇલેક્ટ્રોપોલિશિંગ | 1539 |
ફાર્માસ્યુટિકલ, ફૂડ અને બાયોટેક માટે ડાયાફ્રેમ્સ
| ડાયાફ્રેમનું કદ | સામગ્રી | એફડીએ | પ્રવાહી માધ્યમ | HઆહTએમ્પેરેચરSટીમSterilization |
| FPDM | 177.2600 છે | 90°C | 150℃/40મિનિટ | |
| PTFE/EPDM | 177.1550/21 | 90°C | 150℃/40મિનિટ | |
| EPDM | 177.2600 છે | 90°C | 130℃/40મિનિટ | |
| PTFE/EPDM | 177.1550/21 | 90°C | 150℃/40મિનિટ | |
| PTFE/EPDM | 177.1550/21 | 90°C | 150℃/60મિનિટ | |
| પીટીએફઇ | 177.1550/21 | 90°C | 160℃/60મિનિટ | |
| EPDM | 177.2600 છે | 90°C | 130℃/40મિનિટ |
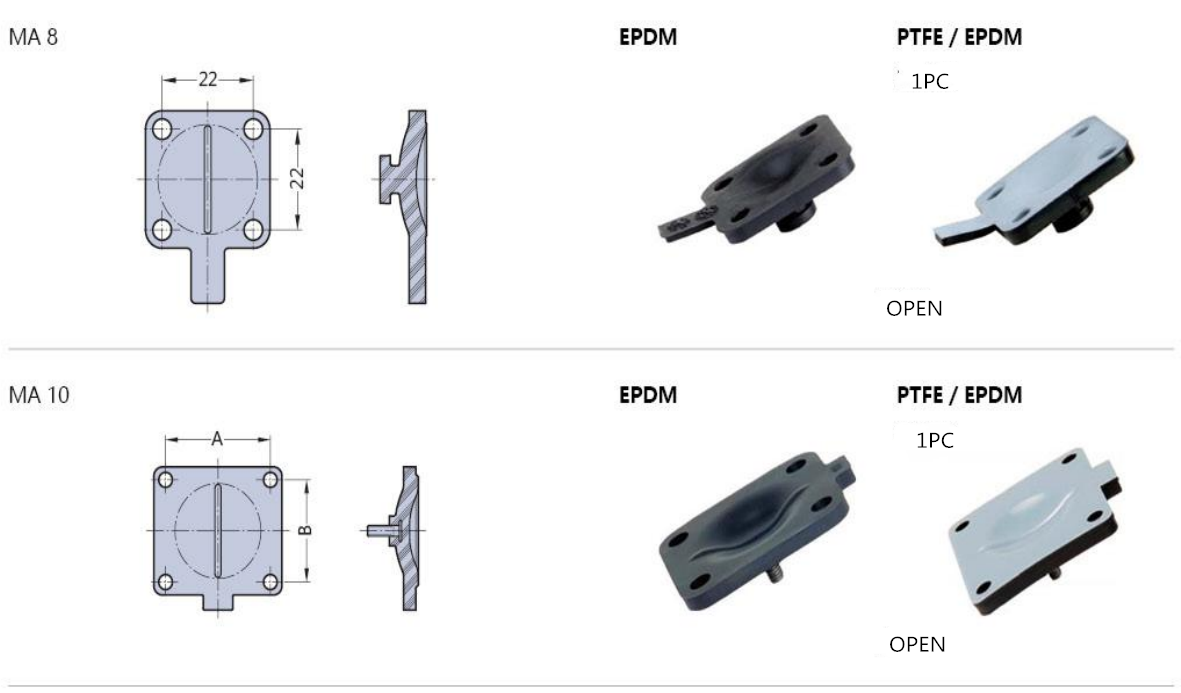
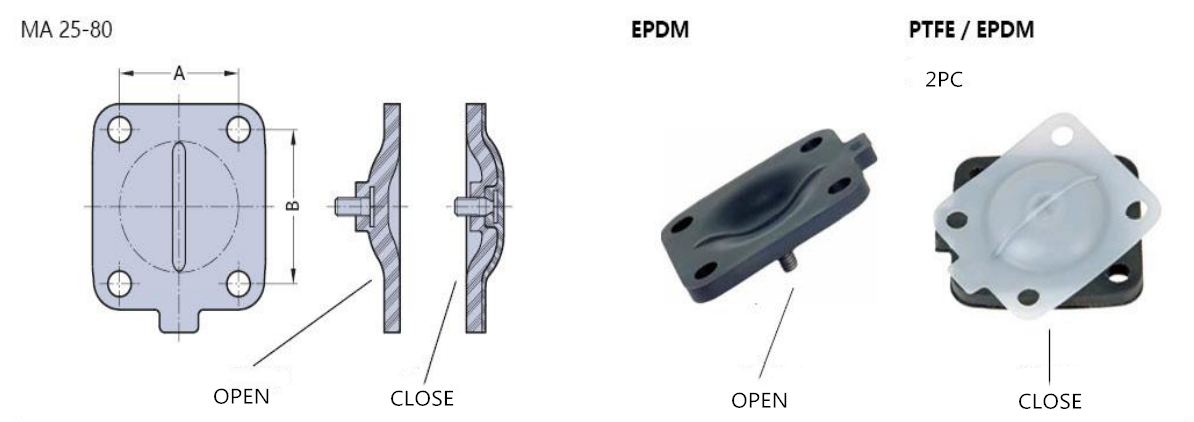
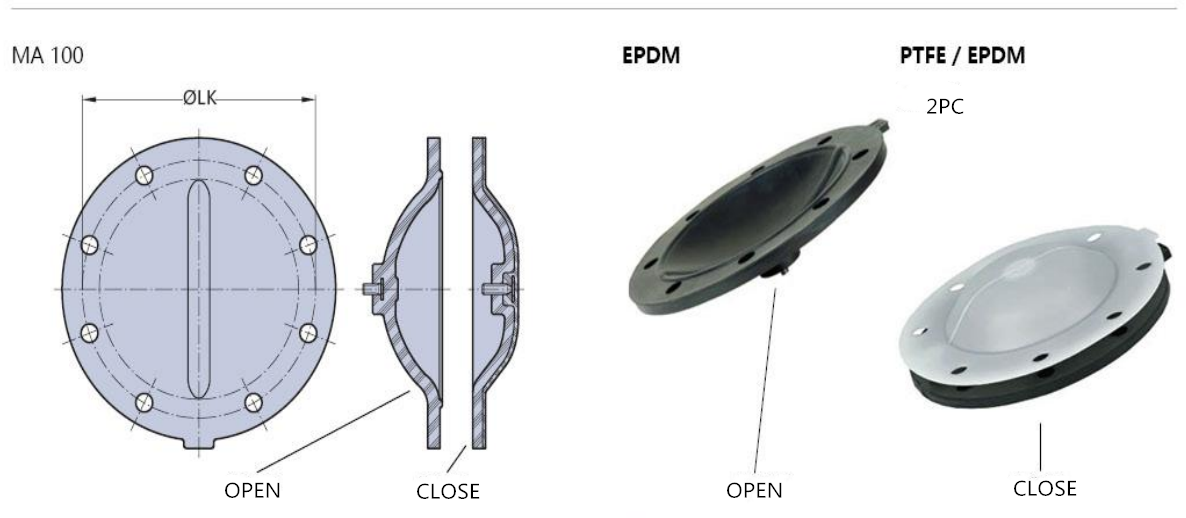
ડાયાફ્રેમ્સ
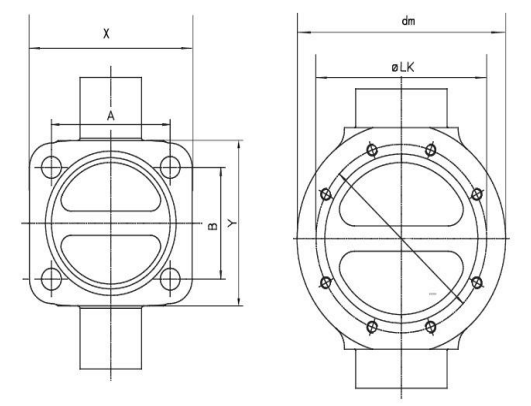
| વાલ્વ મોડલ | MA | ISO | ASME-BPE | A | B | LK | x | y | dm | ||||
|
|
| DN(mm) | ID(mm) | Kv(m³/h) | DN(mm) | ID(mm) | Kv(m³/h) |
|
|
|
|
|
|
| 8873, 8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | 10, 3 | 2, 4 | 8 | 4, 57 | 0, 7 | |||||||
| 8 | 10 |
|
| 10 | 7, 75 | 1, 4 | |||||||
| 8 | 15 |
|
| 15 | 9, 40 | 2, 0 | |||||||
| 8873, 8850 | 10 | 10 | 14, 0 | 3, 9 | 10 | 7, 75 | 1, 4 | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | 18, 1 | 5, 3 | 15 | 9, 40 | 2, 2 | |||||||
| 8873, 8850 | 25 | 15 | 18,1 | 11 | 15 | 9, 40 | 2, 2 | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | 23, 7 | 12, 5 | 20 | 15, 75 | 6, 8 | |||||||
| 25 | 25 | 29, 6 | 21, 0 | 25 | 22, 1 | 11, 5 | |||||||
| 8873, 8850 | 40 | 32 | 38, 4 | 43, 0 |
|
|
| 70 | 65 | - | 102 | 92 | - |
| 40 | 40 | 44, 3 | 50, 0 | 40 | 34, 8 | 40, 0 | |||||||
| 8873, 8850 | 50 | 50 | 56, 3 | 64, 0 | 50 | 47, 5 | 48, 0 | 82 | 78 | - | 125 | 110 | - |
| 8873, 8850 | 80 | 65 | 72, 1 | 95, 0 | 65 | 60, 2 | 85, 0 | 127 | 114 | - | 192 | 162 | - |
| 80 | 80 | 84, 3 | 127, 0 | 80 | 72, 9 | 110, 0 | |||||||
| 8873, 8850 | 100 | 100 | 109, 7 | 205, 0 | 100 | 97, 4 | 185, 0 | - | - | 194 | - | - | 234 |
ડાયાફ્રેમ્સ