B600 GMP/SAP ventilstruktur
Användningsinstruktioner
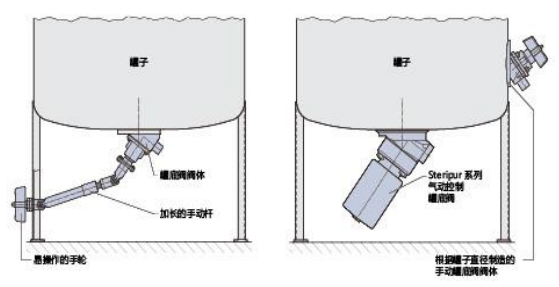
Tankens bottenventil är svetsad i botten av behållaren för att uppnå bästa effekt av tömning, rengöring och desinfektion.Dessutom kan arbetsmediet blandas väl enligt de olika tekniska kraven i driftprocessen.Det är viktigt att tankens bottenventils tätningsås redan är så nära tankens bottenvägg som möjligt för att uppnå noll dödutrymmeseffekt.
Funktioner
——Konstruktionen är kompakt, vilket kan säkerställa installationen i ett litet utrymme.
——Ingen död vinkel, kan tömmas automatiskt.Kropp bearbetad av ett stycke material (ingen svetsad konstruktion).
——Lämplig för CIP- och SIP-processer, kan steriliseras vid hög temperatur, ytan på ventilkroppen kan poleras mekaniskt eller elektropoleras enligt kraven, och precisionen kan nå 0,25um.
——Strukturen är idealisk både när det gäller flödeshastighet och processkrav, och det blir inget turbulent flöde under tömningbearbeta.
——Alla aktuella internationella standardgränssnitt kan tillhandahållas, såsom svetsfogar, klämförband eller gängförband, etc.
——Ventilhusets material är 1.4435/316L rostfritt stål, naturligtvis kan andra legeringar också användas enligt kundens krav.
——Tankbottenventilhuset kan utrustas med handratt, pneumatiskt huvud eller elektriskt huvud.
——Svetsringens design har antagits för att minska svårigheten att svetsa botten av tanken.
Ytfinish
Moderna, väldesignade arbetsplatser och välutbildade yrkesmän ger en garanti för högkvalitativ bearbetning av ventilhusytor.Olika användningskrav kan uppnås genom slipning, polering, elektropolering eller elektrolys.Ytfinish från 6,3m till 0,25m.
| VentilSditt ansikteFinishGklass ( DIN4768Standard) | Koda | |
| Ra≤0,6m | Tinsidan och utsidan är mekaniskt polerad och utsidan är sandblästrad med glaspärlor | 1534 |
| Ra≤0,6m | Elektropolering av inre och yttre ytor | 1535 |
| Ra≤0,4m | De inre och yttre ytorna är mekaniskt polerade, och den yttre ytan är sandblästrad med glaspärlor | 1536 |
| Ra≤0,4m | Elektropolering av inre och yttre ytor | 1537 |
| Ra≤0,25m | De inre och yttre ytorna är mekaniskt polerade, och den yttre ytan är sandblästrad med glaspärlor | 1538 |
| Ra≤0,25m | Elektropolering av inre och yttre ytor | 1539 |
Diafragma för läkemedel, livsmedel och bioteknik
| Diafragmastorlek | Material | FDA | Flytande medium | HighTemperatureSteamSterilisering |
| FPDM | 177,2600 | 90°C | 150 ℃/40 min | |
| PTFE/EPDM | 177.1550/21 | 90°C | 150 ℃/40 min | |
| EPDM | 177,2600 | 90°C | 130 ℃/40 min | |
| PTFE/EPDM | 177.1550/21 | 90°C | 150 ℃/40 min | |
| PTFE/EPDM | 177.1550/21 | 90°C | 150 ℃/60 min | |
| PTFE | 177.1550/21 | 90°C | 160 ℃/60 min | |
| EPDM | 177,2600 | 90°C | 130 ℃/40 min |
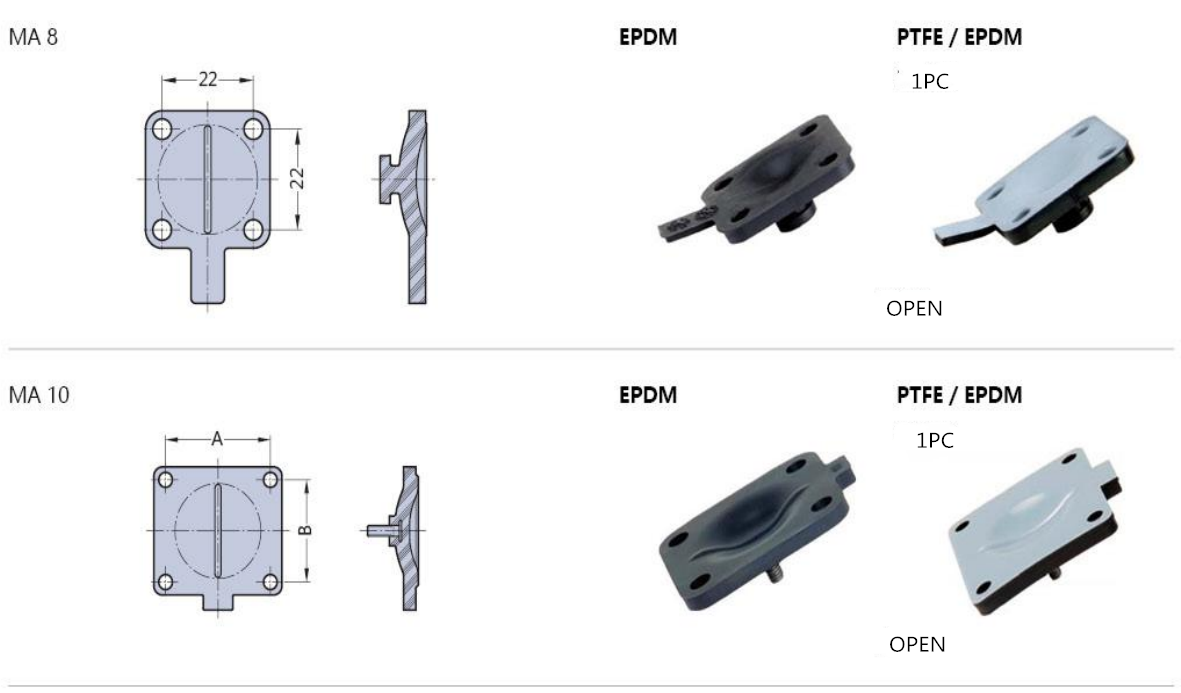
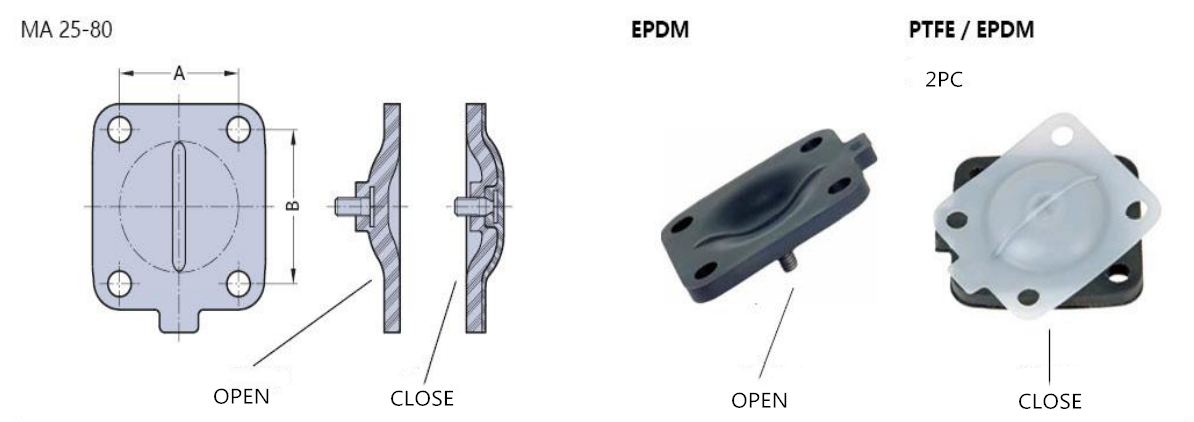
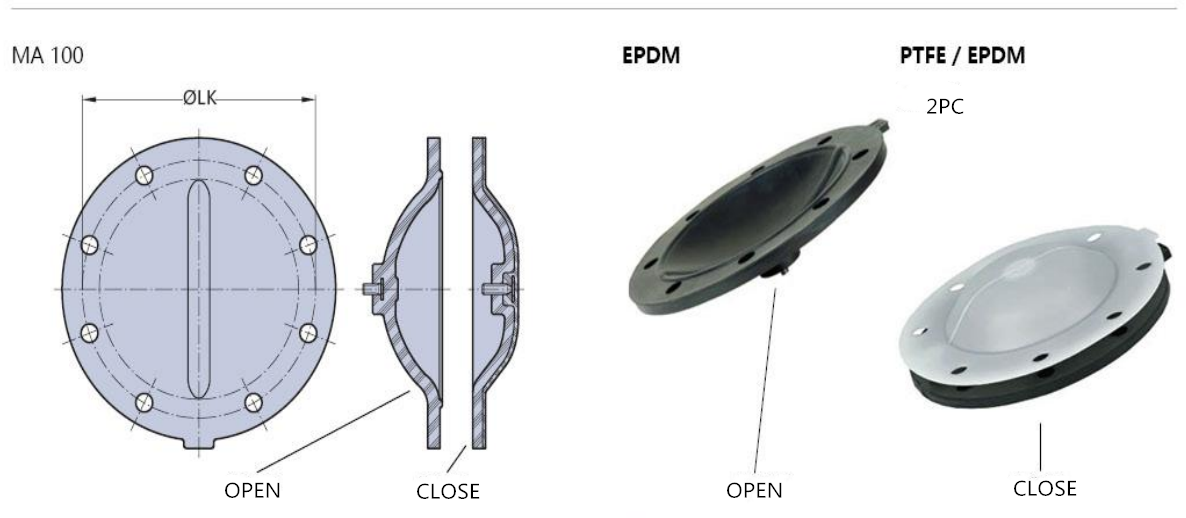
Diafragma
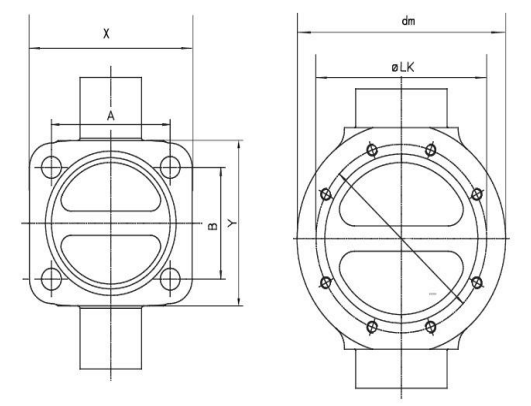
| Ventil Modell | MA | ISO | ASME-BPE | A | B | LK | x | y | dm | ||||
|
|
| DN(mm) | ID(mm) | Kv(m³/h) | DN(mm) | ID(mm) | Kv(m³/h) |
|
|
|
|
|
|
| 8873, 8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | 10, 3 | 2, 4 | 8 | 4, 57 | 0, 7 | |||||||
| 8 | 10 |
|
| 10 | 7, 75 | 1, 4 | |||||||
| 8 | 15 |
|
| 15 | 9, 40 | 2, 0 | |||||||
| 8873, 8850 | 10 | 10 | 14, 0 | 3, 9 | 10 | 7, 75 | 1, 4 | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | 18, 1 | 5, 3 | 15 | 9, 40 | 2, 2 | |||||||
| 8873, 8850 | 25 | 15 | 18,1 | 11 | 15 | 9, 40 | 2, 2 | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | 23, 7 | 12, 5 | 20 | 15, 75 | 6, 8 | |||||||
| 25 | 25 | 29, 6 | 21, 0 | 25 | 22, 1 | 11, 5 | |||||||
| 8873, 8850 | 40 | 32 | 38, 4 | 43, 0 |
|
|
| 70 | 65 | - | 102 | 92 | - |
| 40 | 40 | 44, 3 | 50, 0 | 40 | 34, 8 | 40, 0 | |||||||
| 8873, 8850 | 50 | 50 | 56, 3 | 64, 0 | 50 | 47, 5 | 48, 0 | 82 | 78 | - | 125 | 110 | - |
| 8873, 8850 | 80 | 65 | 72, 1 | 95,0 | 65 | 60, 2 | 85, 0 | 127 | 114 | - | 192 | 162 | - |
| 80 | 80 | 84, 3 | 127, 0 | 80 | 72, 9 | 110, 0 | |||||||
| 8873, 8850 | 100 | 100 | 109, 7 | 205, 0 | 100 | 97, 4 | 185, 0 | - | - | 194 | - | - | 234 |
Diafragma