Structura supapei B600 GMP/SAP
Instructiuni de folosire
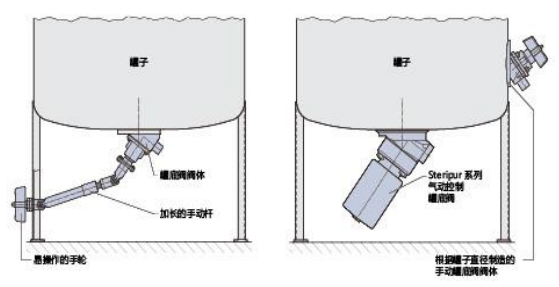
Supapa de fund al rezervorului este sudată la fundul recipientului, astfel încât să se obțină cel mai bun efect de golire, curățare și dezinfecție.În plus, mediul de lucru poate fi bine amestecat în funcție de diferitele cerințe tehnologice din procesul de operare.Este important ca muchia de etanșare a supapei de fund al rezervorului să fie deja cât mai aproape posibil de peretele inferior al rezervorului, astfel încât să se obțină efectul de spațiu mort zero.
Caracteristici
——Structura este compactă, ceea ce poate asigura instalarea într-un spațiu mic.
——Fără unghi mort, poate fi golit automat.Corp prelucrat dintr-o singură bucată de material (fără construcție sudată).
——Potrivit proceselor CIP și SIP, poate fi sterilizat la temperatură ridicată, suprafața corpului supapei poate fi lustruită mecanic sau electrolustruită conform cerințelor, iar precizia poate ajunge la 0,25um.
——Structura este ideală atât în ceea ce privește debitul, cât și cerințele procesului și nu va exista un flux turbulent în timpul goliriiproces.
——Pot fi furnizate toate interfețele standard internaționale actuale, cum ar fi îmbinări sudate, îmbinări prinse sau îmbinări filetate etc.
—— Materialul corpului supapei este din oțel inoxidabil 1.4435/316L, desigur, alte aliaje pot fi, de asemenea, utilizate în funcție de cerințele clientului.
——Corpul supapei inferioare rezervorului poate fi echipat cu roată de mână, cap pneumatic sau cap electric.
——Designul inelului de sudură este adoptat pentru a reduce dificultatea sudării fundului rezervorului.
Finisaj de suprafață
Locurile de muncă moderne, bine proiectate și profesioniștii bine pregătiți oferă o garanție pentru prelucrarea de înaltă calitate a suprafețelor corpului supapelor.Diferite cerințe de utilizare pot fi atinse prin șlefuire, lustruire, electrolustruire sau electroliză.Finisaj de suprafață de la 6,3 m până la 0,25 m.
| SupapăSfata taFinishGRade (DIN4768Sstandard) | Cod | |
| Ra≤0,6m | TSuprafețele interioare și exterioare sunt lustruite mecanic, iar suprafața exterioară este sablata cu margele de sticlă | 1534 |
| Ra≤0,6m | Electrolustruirea suprafetelor interioare si exterioare | 1535 |
| Ra≤0,4m | Suprafețele interioare și exterioare sunt lustruite mecanic, iar suprafața exterioară este sablata cu margele de sticlă | 1536 |
| Ra≤0,4m | Electrolustruirea suprafetelor interioare si exterioare | 1537 |
| Ra≤0,25m | Suprafețele interioare și exterioare sunt lustruite mecanic, iar suprafața exterioară este sablata cu margele de sticlă | 1538 |
| Ra≤0,25m | Electrolustruirea suprafetelor interioare si exterioare | 1539 |
Diafragme pentru produse farmaceutice, alimentare și biotehnologice
| Dimensiunea diafragmei | Material | FDA | Mediu fluid | HighTtemperaturăSechipăSterilizare |
| FPDM | 177,2600 | 90<C | 150℃/40min | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150℃/40min | |
| EPDM | 177,2600 | 90<C | 130℃/40min | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150℃/40min | |
| PTFE/EPDM | 177.1550/21 | 90<C | 150℃/60min | |
| PTFE | 177.1550/21 | 90<C | 160℃/60min | |
| EPDM | 177,2600 | 90<C | 130℃/40min |
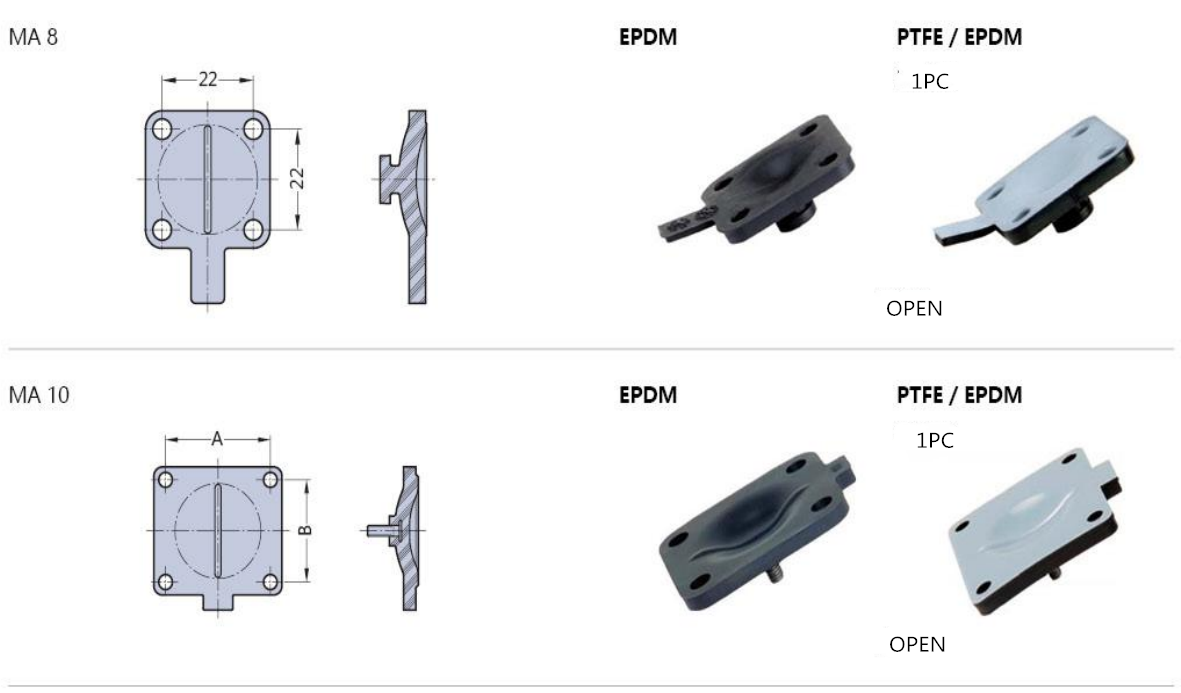
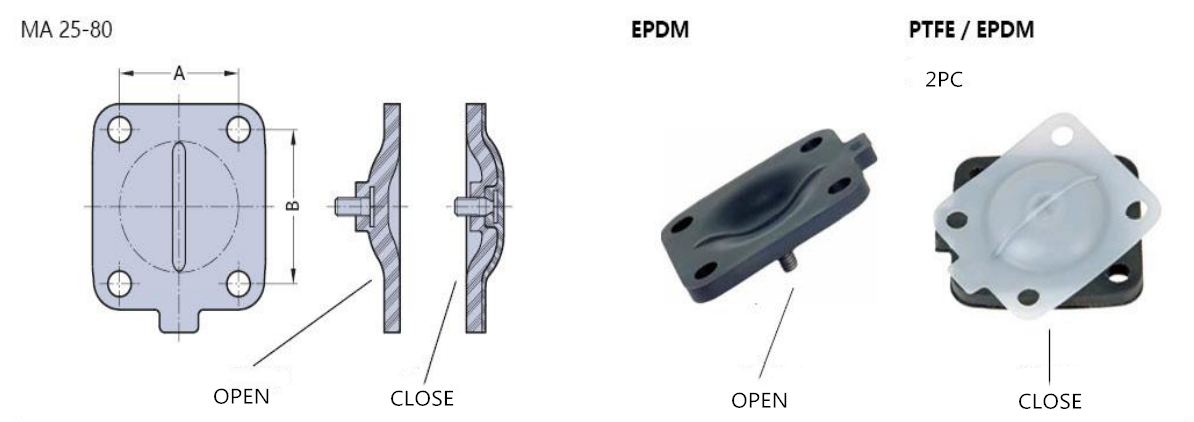
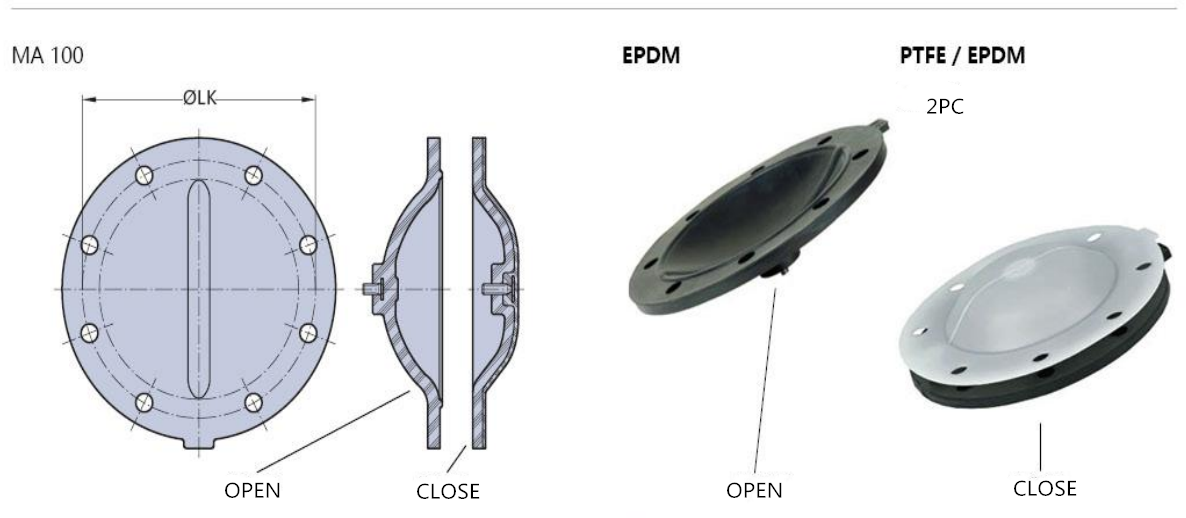
Diafragme
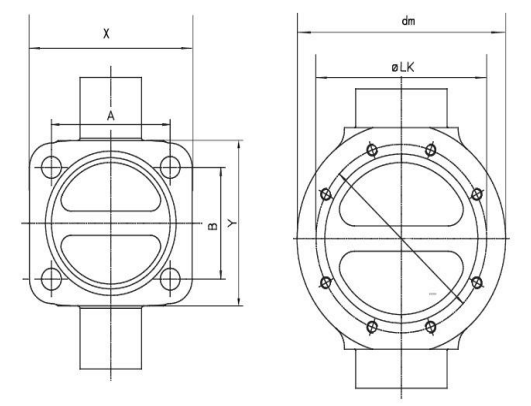
| Supapă Model | MA | ISO | ASME-BPE | A | B | LK | x | y | dm | ||||
|
|
| DN(mm) | ID (mm) | Kv (m³/h) | DN(mm) | ID (mm) | Kv (m³/h) |
|
|
|
|
|
|
| 8873, 8850 | 8 | 4 |
|
| 4 |
|
| 22 | 22 | - | 32 | 32 | - |
| 8 | 6 |
|
| 6 |
|
| |||||||
| 8 | 8 | 10, 3 | 2, 4 | 8 | 4, 57 | 0, 7 | |||||||
| 8 | 10 |
|
| 10 | 7, 75 | 1, 4 | |||||||
| 8 | 15 |
|
| 15 | 9, 40 | 2, 0 | |||||||
| 8873, 8850 | 10 | 10 | 14, 0 | 3, 9 | 10 | 7, 75 | 1, 4 | 39 | 44 | - | 50 | 55 | - |
| 10 | 15 | 18, 1 | 5, 3 | 15 | 9, 40 | 2, 2 | |||||||
| 8873, 8850 | 25 | 15 | 18,1 | 11 | 15 | 9, 40 | 2, 2 | 54 | 46 | - | 74 | 68 | - |
| 25 | 20 | 23, 7 | 12, 5 | 20 | 15, 75 | 6, 8 | |||||||
| 25 | 25 | 29, 6 | 21, 0 | 25 | 22, 1 | 11, 5 | |||||||
| 8873, 8850 | 40 | 32 | 38, 4 | 43, 0 |
|
|
| 70 | 65 | - | 102 | 92 | - |
| 40 | 40 | 44, 3 | 50, 0 | 40 | 34, 8 | 40, 0 | |||||||
| 8873, 8850 | 50 | 50 | 56, 3 | 64, 0 | 50 | 47, 5 | 48, 0 | 82 | 78 | - | 125 | 110 | - |
| 8873, 8850 | 80 | 65 | 72, 1 | 95, 0 | 65 | 60, 2 | 85, 0 | 127 | 114 | - | 192 | 162 | - |
| 80 | 80 | 84, 3 | 127, 0 | 80 | 72, 9 | 110, 0 | |||||||
| 8873, 8850 | 100 | 100 | 109, 7 | 205, 0 | 100 | 97, 4 | 185, 0 | - | - | 194 | - | - | 234 |
Diafragme