


Anpassad investeringsgjutning/precisionsgjutning Marint däcksskyddsspänne
Gjutprocess
1.Vaxinjektion
I vaxningsprocessen använder vår verkstad automatiska aluminiumformar för profiler.Det finns kallvattenkanaler inuti formarna, vilket kan påskynda nedkylningen av formarna.Massproduktionens effektivitet är 4-5 gånger högre än för manuella formar.Dessutom är formen och storleken på maskinpressat vax mer exakta än manuellt vaxpressat.
2.Shelltillverkning
När skalet görs på ytskiktet kan den mekaniska armen vi använder rotera 360 grader för att hänga upp slurry och sand för att säkerställa att skalets tjocklek är enhetlig.Torkområdet som placeras efter skaltillverkning är utrustat med befuktning, luftkonditionering, varmluft och andra faciliteter för att kontrollera den konstanta temperaturen och luftfuktigheten i verkstaden under hela året för att säkerställa skalets normala torkhastighet.
Aluminiumklorid används för att härda skalet, vilket förbättrar skalets hårdhet och inte lätt deformeras.Samtidigt förbättras gjutningens jämnhet, och ytdefekterna i gjutningen reduceras, vilket gör typsnittet mycket tydligt.
3.Avvaxning När det gäller avvaxning använder vi ånga högtemperatur inverterad avvaxning, så att vaxvätskan i kaviteten kan rinna ut mer grundligt, och ingen kvarvarande vaxvätska kommer att påverka skalets kvalitet.
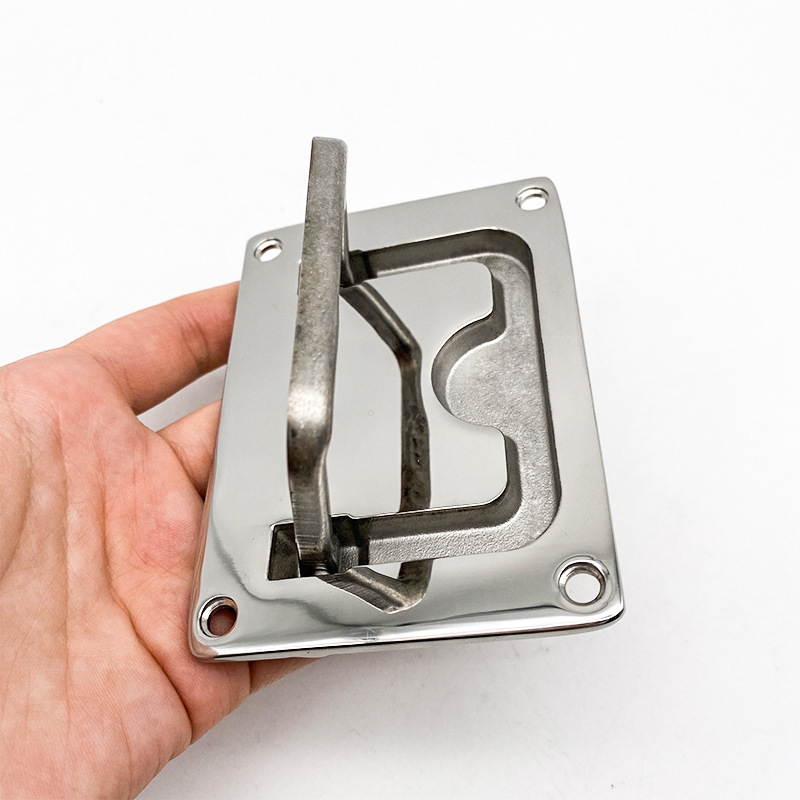
4. Produktparametrar:
| Namn: | Marine Deck Cover Spänne i rostfritt stål |
| Material: | SS316 |
| Storlek | 56x76mm |
| Ansökan | Marin hårdvara |
| Ytbehandling | Spegelpolering |
| Auktoriserad | ISO9001 |
Basskena
| Storlek | Längd (mm) | Hålhöjd | Vikter |
| 4" | 100 | 30 | 78,7 g |
| 5" | 125 | 35 | 107,8g |
| 6" | 150 | 45 | 172,3g |
| 8” | 200 | 55 | 356,9 g |
| 10" | 250 | 70 | 506,3g |
Produktdisplay








