


Özelleştirilmiş Hassas Döküm / Hassas Döküm Deniz Güverte Kapağı Tokası
Döküm işlemi
1. Balmumu Enjeksiyonu
Mumlama sürecinde atölyemizde profiller için otomatik alüminyum kalıplar kullanılmaktadır.Kalıpların içerisinde kalıpların soğumasını hızlandırabilecek soğuk su kanalları bulunmaktadır.Seri üretimin verimliliği manuel kalıplara göre 4-5 kat daha fazladır.Üstelik makineyle preslenen mumun şekli ve boyutu, elle preslenen mumdan daha doğrudur.
2. Kabuk yapımı
Kabuk yüzey katmanında yapıldığında, kabuğun kalınlığının eşit olmasını sağlamak için kullandığımız mekanik kol bulamaç ve kumu asmak için 360 derece dönebilir.Kabuk yapımından sonra yerleştirilen kurutma alanı, kabuğun normal kuruma hızını sağlamak amacıyla yıl boyunca atölyedeki sabit sıcaklık ve nemi kontrol etmek için nemlendirme, klima, sıcak hava ve diğer olanaklarla donatılmıştır.
Kabuğu sertleştirmek için alüminyum klorür kullanılır, bu da kabuğun sertliğini artırır ve kolayca deforme olmaz.Aynı zamanda dökümün düzgünlüğü iyileştirilir ve dökümün yüzey kusurları azaltılarak yazı tipi çok net hale getirilir.
3. Mum giderme Mum alma açısından, buharla yüksek sıcaklıkta ters mum alma işlemi kullanırız, böylece boşluktaki mum sıvısı daha iyi akabilir ve artık mum sıvısı kabuğun kalitesini etkilemez.
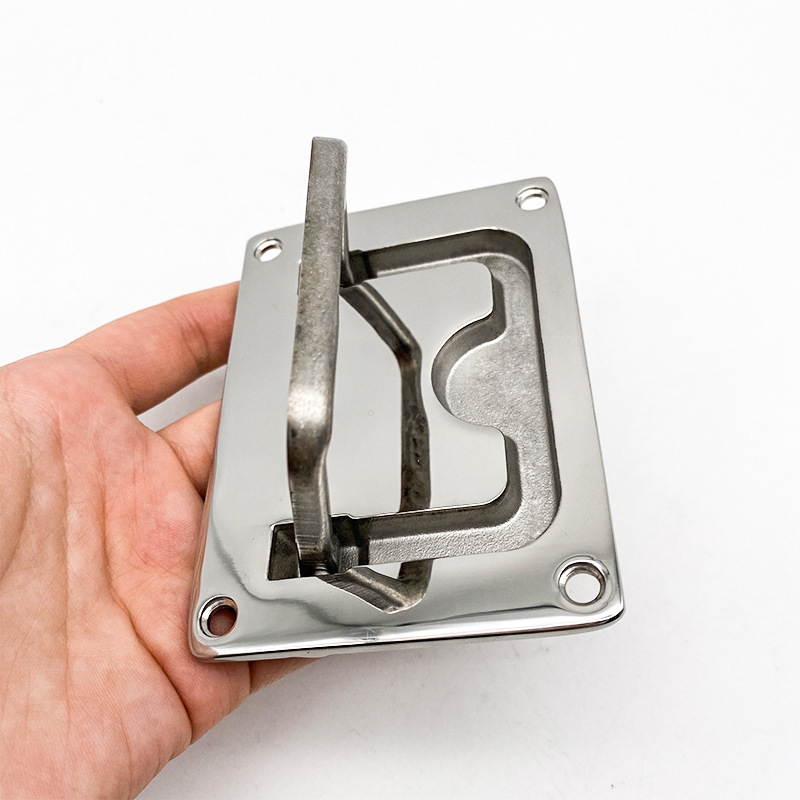
4.Ürün Parametreleri:
| İsim: | Paslanmaz çelik Deniz Güverte Kapak Tokası |
| Malzeme: | SS316 |
| Boyut | 56x76mm |
| Başvuru | Denizcilik Donanımı |
| Yüzey İşlem | Ayna Parlatma |
| Sertifikalı | ISO9001 |
Taban ateli
| Boyut | Uzunluk (mm) | Delik Aralığı | Ağırlıklar |
| 4" | 100 | 30 | 78.7g |
| 5" | 125 | 35 | 107.8g |
| 6” | 150 | 45 | 172.3g |
| 8” | 200 | 55 | 356.9g |
| 10” | 250 | 70 | 506.3g |
Ürün Teşhiri








