


Персонализирана катарама за капака на морската палуба за отливане на модели / Прецизно леене
Процес на леене
1. Инжектиране на восък
В процеса на восъка нашата работилница използва автоматични алуминиеви форми за профили.Във формите има канали за студена вода, които могат да ускорят охлаждането на формите.Ефективността на масовото производство е 4-5 пъти по-висока от тази на ръчните форми.Освен това формата и размерът на машинно пресования восък са по-точни от ръчно пресования восък.
2. Изработка на черупки
Когато черупката е направена върху повърхностния слой, механичната ръка, която използваме, може да се върти на 360 градуса, за да окачи суспензия и пясък, за да гарантира, че дебелината на черупката е еднаква.Зоната за сушене, поставена след производството на черупки, е оборудвана с овлажняване, климатизация, топъл въздух и други съоръжения за контролиране на постоянната температура и влажност в цеха през цялата година, за да се осигури нормалната скорост на сушене на черупките.
Използва се алуминиев хлорид за втвърдяване на черупката, което подобрява твърдостта на черупката и не се деформира лесно.В същото време гладкостта на отливката е подобрена и повърхностните дефекти на отливката са намалени, което прави шрифта много ясен.
3. Депарафинизация По отношение на депарафинизацията, ние използваме инвертирана депарафинизация с пара при висока температура, така че течността от восък в кухината да може да изтече по-пълноценно и никаква остатъчна течност от восък няма да повлияе на качеството на черупката.
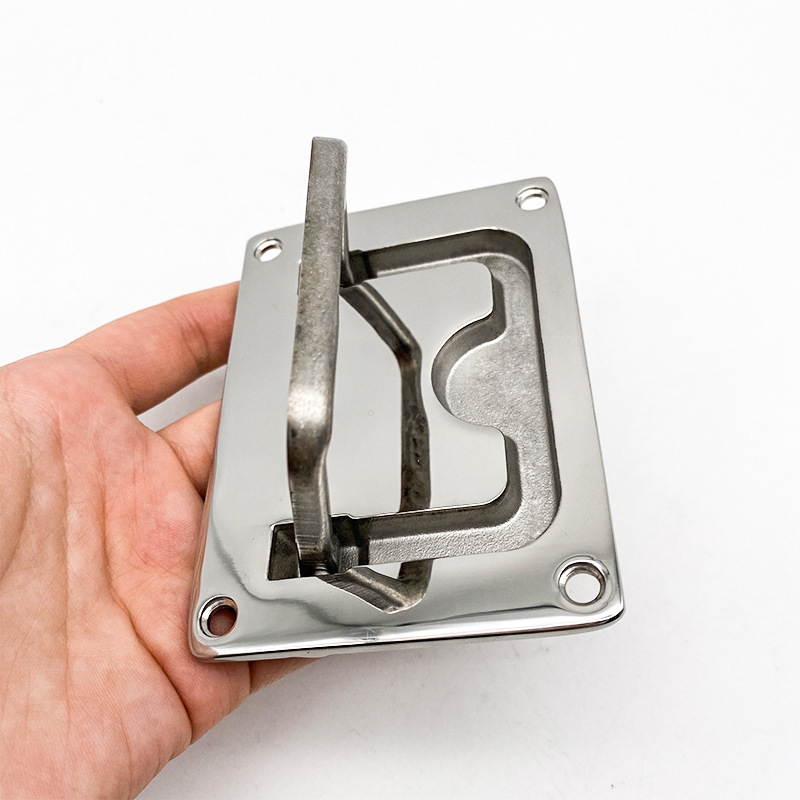
4. Параметри на продукта:
| Име: | Катарама за покриване на морската палуба от неръждаема стомана |
| Материал: | SS316 |
| Размер | 56х76 мм |
| Приложение | Морски хардуер |
| Повърхностна обработка | Полиране на огледала |
| Сертифицирани | ISO9001 |
Основна шина
| Размер | Дължина (mm) | Стъпка на отвора | Тежести |
| 4” | 100 | 30 | 78.7g |
| 5” | 125 | 35 | 107.8g |
| 6" | 150 | 45 | 172.3g |
| 8" | 200 | 55 | 356.9g |
| 10" | 250 | 70 | 506.3g |
Дисплей на продукта








