


Прилагодено инвестициско лиење / прецизно леење тока за покривање на морска палуба
Процес на лиење
1. Инјекција на восок
Во процесот на депилација, нашата работилница прифаќа автоматски алуминиумски калапи за профили.Внатре во калапите има канали за ладна вода, кои можат да го забрзаат ладењето на калапите.Ефикасноста на масовното производство е 4-5 пати поголема од онаа на рачните калапи.Освен тоа, обликот и големината на машински пресуваниот восок се попрецизни од рачно пресуваниот восок.
2. Изработка на школки
Кога лушпата е направена на површинскиот слој, механичката рака што ја користиме може да се ротира за 360 степени за да виси кашеста маса и песок за да се осигура дека дебелината на обвивката е униформа.Областа за сушење поставена по изработката на школка е опремена со навлажнување, климатизација, топол воздух и други капацитети за контрола на постојаната температура и влажност во работилницата во текот на целата година за да се обезбеди нормална брзина на сушење на школка.
За стврднување на обвивката се користи алуминиум хлорид, што ја подобрува тврдоста на обвивката и не се деформира лесно.Во исто време, мазноста на леењето се подобрува, а површинските дефекти на леењето се намалуваат, што го прави фонтот многу јасен.
3. Депилација Во однос на депилација, ние користиме превртена депилација на пареа со висока температура, така што восочната течност во шуплината може потемелно да истекува, а ниту една преостаната восочна течност нема да влијае на квалитетот на лушпата.
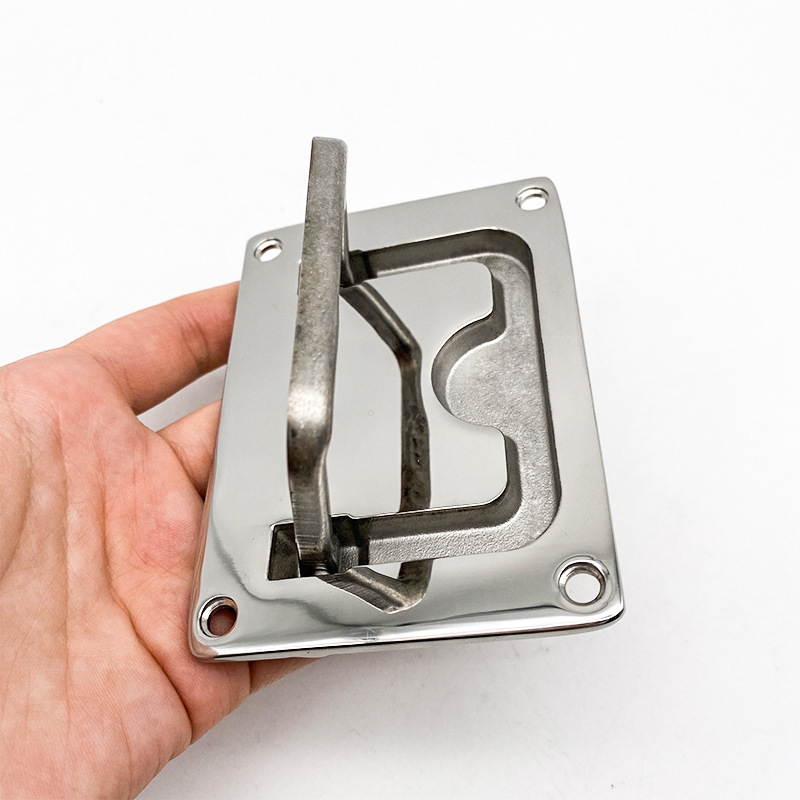
4.Параметри на производот:
| Име: | Пафта за покривање на морска палуба од нерѓосувачки челик |
| Материјал: | SS316 |
| Големина | 56х76мм |
| Апликација | Морски хардвер |
| Површински третман | Полирање на огледало |
| Сертифициран | ISO9001 |
Основен спој
| Големина | Должина (мм) | Дупка теренот | Тегови |
| 4” | 100 | 30 | 78,7 g |
| 5” | 125 | 35 | 107,8 g |
| 6” | 150 | 45 | 172,3 g |
| 8” | 200 | 55 | 356,9 g |
| 10” | 250 | 70 | 506,3 g |
Приказ на производот








