


Testreszabott befektetési öntés / precíziós öntés tengeri fedélzeti fedőcsat
Öntési folyamat
1. Viasz injekció
A viaszolási folyamat során műhelyünk automata alumínium öntőformákat alkalmaz a profilokhoz.A formák belsejében hidegvíz csatornák vannak, amelyek felgyorsíthatják a formák lehűlését.A tömeggyártás hatékonysága 4-5-szöröse a kézi öntőformákénak.Ráadásul a gépi préselt viasz alakja és mérete pontosabb, mint a kézi viaszos préselt.
2. Kagyló készítés
Amikor a héjat a felületi rétegre készítik, az általunk használt mechanikus kar 360 fokkal elfordulhat a hígtrágya és a homok felakasztásához, hogy a héj vastagsága egyenletes legyen.A héjkészítés után elhelyezett szárítótér párásítással, légkondicionálással, meleg levegővel és egyéb berendezésekkel van felszerelve, amelyek a műhelyben egész évben állandó hőmérsékletet és páratartalmat szabályoznak, így biztosítva a héj normál száradási sebességét.
A héj keményítésére alumínium-kloridot használnak, ami javítja a héj keménységét és nem deformálódik könnyen.Ezzel egyidejűleg javul az öntvény simasága, és csökkennek az öntvény felületi hibái, így a betűtípus nagyon tiszta lesz.
3.Viasztalanítás A viaszmentesítés szempontjából gőzzel magas hőmérsékletű fordított viaszmentesítést alkalmazunk, hogy az üregben lévő viaszfolyadék alaposabban ki tudjon folyni, és a maradék viaszfolyadék sem befolyásolja a héj minőségét.
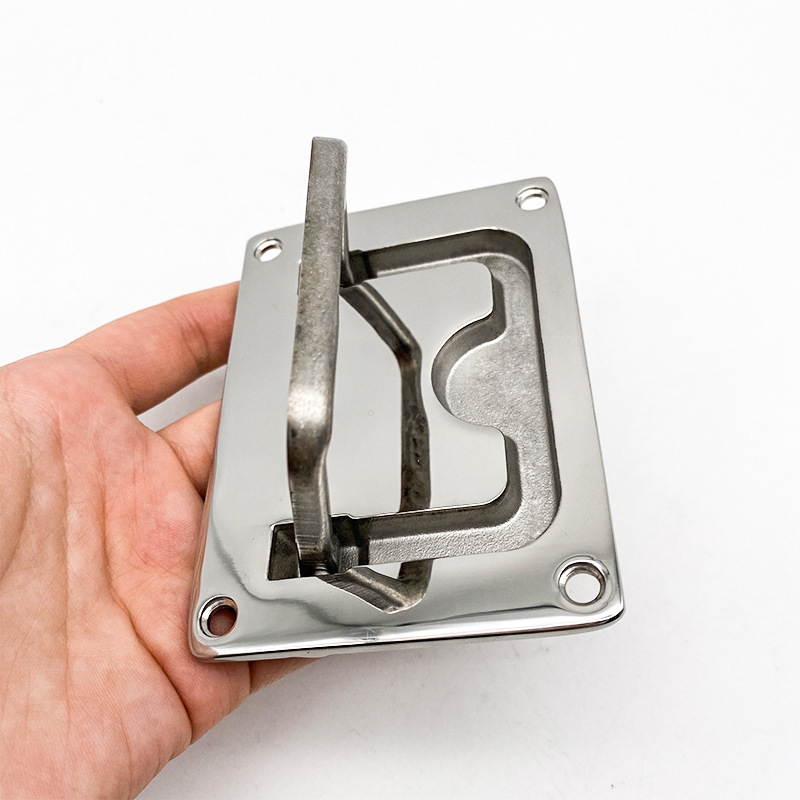
4. Termékparaméterek:
| Név: | Rozsdamentes acél tengeri fedélzeti csat |
| Anyag: | SS316 |
| Méret | 56x76 mm |
| Alkalmazás | Tengeri hardver |
| Felületkezelés | Tükör polírozás |
| Minősített | ISO9001 |
Alap sín
| Méret | Hossz (mm) | Lyukemelkedés | Súlyok |
| 4” | 100 | 30 | 78,7 g |
| 5” | 125 | 35 | 107,8 g |
| 6” | 150 | 45 | 172,3 g |
| 8” | 200 | 55 | 356,9 g |
| 10” | 250 | 70 | 506,3 g |
Termékmegjelenítés








