


Shtrëngim i personalizuar i investimeve / Kallëp preciz i mbulesës së kuvertës detare
Procesi i hedhjes
1.Injeksion dylli
Në procesin e dyllit, punishtja jonë miraton kallëpe automatike alumini për profilet.Brenda kallëpëve ka kanale uji të ftohtë, të cilët mund të përshpejtojnë ftohjen e kallëpeve.Efikasiteti i prodhimit masiv është 4-5 herë më i lartë se i kallëpeve manuale.Për më tepër, forma dhe madhësia e dyllit të shtypur me makinë janë më të sakta se dylli i shtypur me dorë.
2.Bërja e guaskës
Kur guaska bëhet në shtresën sipërfaqësore, krahu mekanik që përdorim mund të rrotullohet 360 gradë për të varur llum dhe rërë për të siguruar që trashësia e guaskës të jetë uniforme.Zona e tharjes e vendosur pas prodhimit të guaskës është e pajisur me lagështi, kondicioner, ajër të ngrohtë dhe pajisje të tjera për të kontrolluar temperaturën dhe lagështinë konstante në punishte gjatë gjithë vitit për të siguruar shpejtësinë normale të tharjes së guaskës.
Për ngurtësimin e guaskës përdoret klorur alumini, i cili përmirëson fortësinë e guaskës dhe nuk deformohet lehtë.Në të njëjtën kohë, zbutja e derdhjes përmirësohet dhe defektet sipërfaqësore të derdhjes zvogëlohen, duke e bërë fontin shumë të qartë.
3.Depilimi Për sa i përket depilimit, ne përdorim depilim të përmbysur me temperaturë të lartë me avull, në mënyrë që lëngu i dyllit në zgavër të rrjedhë më mirë dhe asnjë lëng dylli i mbetur nuk do të ndikojë në cilësinë e guaskës.
4.Parametrat e produktit:
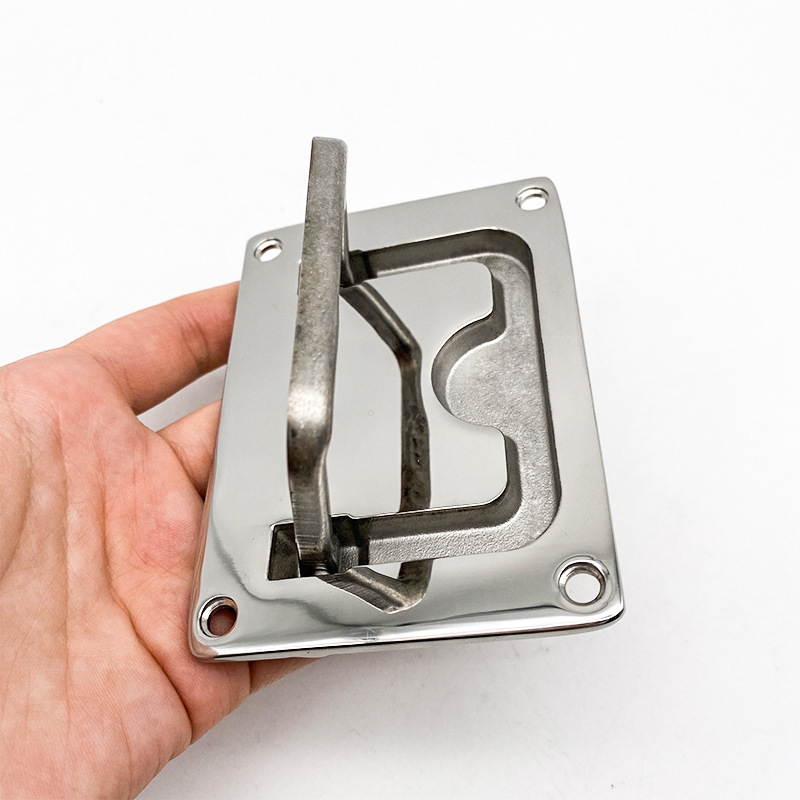
| Emri: | Kapëse e mbulesës së kuvertës detare prej çeliku inox |
| Materiali: | SS316 |
| Madhësia | 56x76 mm |
| Aplikacion | Pajisje Detare |
| Trajtim sipërfaqësor | Lustrim pasqyre |
| I certifikuar | ISO9001 |
Ndarja e bazës
| Madhësia | Gjatësia (mm) | Katrani i vrimës | Peshat |
| 4” | 100 | 30 | 78,7 g |
| 5” | 125 | 35 | 107.8 g |
| 6” | 150 | 45 | 172.3 g |
| 8” | 200 | 55 | 356,9 g |
| 10” | 250 | 70 | 506.3 g |
Shfaqja e produktit








