


Kohandatud investeerimisvalu / täppisvalu mereteki katte pannal
Valamise protsess
1. Vaha süstimine
Vahatamisprotsessis võtab meie töökoda kasutusele automaatsed alumiiniumvormid profiilide jaoks.Vormi sees on külmaveekanalid, mis võivad kiirendada vormide jahtumist.Masstootmise efektiivsus on 4-5 korda suurem kui käsitsi valmistatud vormidel.Veelgi enam, masinpressitud vaha kuju ja suurus on täpsemad kui käsitsi vahapressimisel.
2.Kesta valmistamine
Kui kest on tehtud pinnakihile, saab meie kasutatav mehaaniline õlg 360 kraadi pöörata, et riputada läga ja liiva, et tagada kesta ühtlane paksus.Pärast kestade valmistamist asetatud kuivatusala on varustatud niisutamise, kliimaseadme, sooja õhu ja muude seadmetega, et kontrollida töökojas aastaringselt püsivat temperatuuri ja niiskust, et tagada kesta normaalne kuivamiskiirus.
Kesta karastamiseks kasutatakse alumiiniumkloriidi, mis parandab kesta kõvadust ja ei deformeeru kergesti.Samal ajal paraneb valandi sujuvus ja vähenevad valandi pinnadefektid, muutes fondi väga selgeks.
3.Vaha eemaldamine Vahaeemaldamisel kasutame kõrgel temperatuuril auruga ümberpööratud vahatamist, et õõnsuses olev vahavedelik saaks põhjalikumalt välja voolata ja ükski vahajääkvedelik ei mõjuta kesta kvaliteeti.
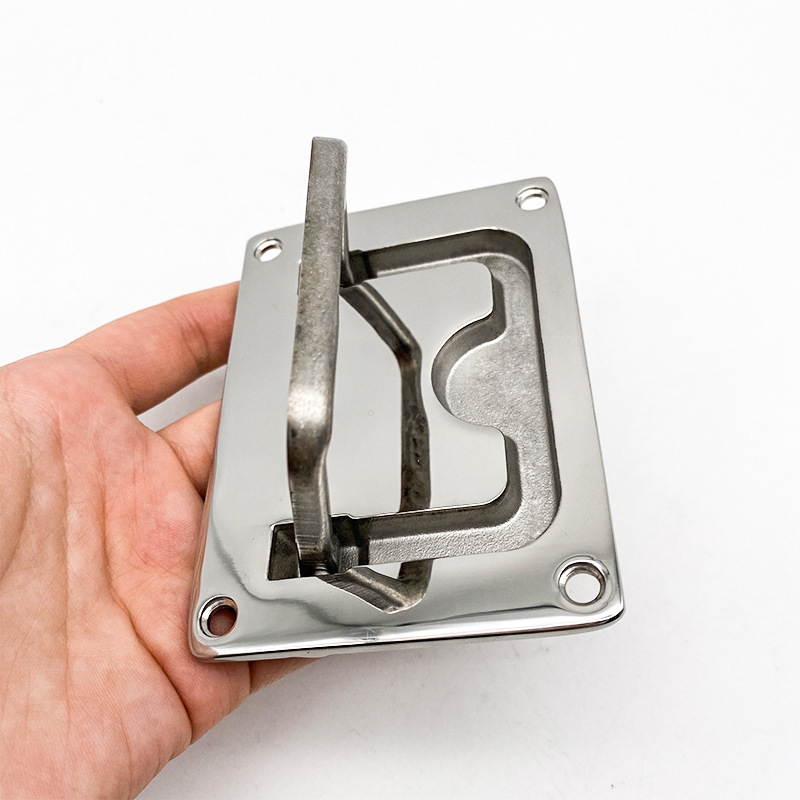
4. Toote parameetrid:
| Nimi: | Roostevabast terasest laevateki kattelukk |
| Materjal: | SS316 |
| Suurus | 56x76mm |
| Rakendus | Meresõidukite riistvara |
| Pinnatöötlus | Peegli poleerimine |
| Sertifitseeritud | ISO9001 |
Aluslahas
| Suurus | Pikkus (mm) | Augu samm | Kaalud |
| 4" | 100 | 30 | 78,7 g |
| 5" | 125 | 35 | 107,8 g |
| 6" | 150 | 45 | 172,3 g |
| 8" | 200 | 55 | 356,9 g |
| 10" | 250 | 70 | 506,3 g |
Toote väljapanek








