


Pasgemaakte beleggingsgietwerk / presisiegietende seedekbedekkinggesp
Gietproses
1.Wax Inspuiting
In die opwasproses neem ons werkswinkel outomatiese aluminiumvorms vir profiele aan.Daar is kouewaterkanale binne-in die vorms, wat die afkoeling van die vorms kan bespoedig.Die doeltreffendheid van massaproduksie is 4-5 keer dié van handvorms.Boonop is die vorm en grootte van masjien-geperste was meer akkuraat as met die hand gedruk.
2.Dop maak
Wanneer die dop op die oppervlaklaag gemaak word, kan die meganiese arm wat ons gebruik 360 grade draai om flodder en sand te hang om te verseker dat die dikte van die dop eenvormig is.Die droogarea wat na dopmaak geplaas word, is toegerus met bevogtiging, lugversorging, warm lug en ander fasiliteite om die konstante temperatuur en humiditeit in die werkswinkel regdeur die jaar te beheer om die normale droogspoed van die dop te verseker.
Aluminiumchloried word gebruik om die dop te verhard, wat die hardheid van die dop verbeter en nie maklik vervorm word nie.Terselfdertyd word die gladheid van die gietstuk verbeter, en die oppervlakdefekte van die gietstuk word verminder, wat die lettertipe baie duidelik maak.
3. Ontwaking In terme van ontwaking, gebruik ons stoom hoë temperatuur omgekeerde ontwaking, sodat die wasvloeistof in die holte meer deeglik kan uitvloei, en geen oorblywende wasvloeistof die kwaliteit van die dop sal beïnvloed nie.
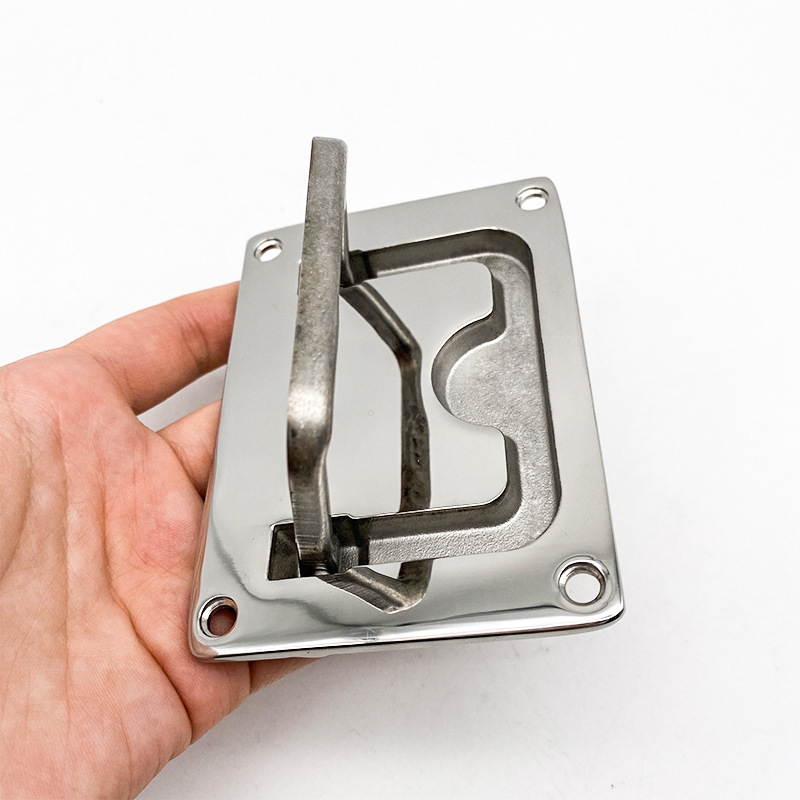
4.Produkparameters:
| Naam: | Vlekvrye staal Marine Deck Cover Gesp |
| Materiaal: | SS316 |
| Grootte | 56x76 mm |
| Toepassing | Marine Hardeware |
| Oppervlak behandeling | Spieël poleer |
| Gesertifiseer | ISO9001 |
Basis spalk
| Grootte | Lengte (mm) | Gathoogte | Gewigte |
| 4” | 100 | 30 | 78,7g |
| 5” | 125 | 35 | 107,8g |
| 6” | 150 | 45 | 172,3g |
| 8” | 200 | 55 | 356,9g |
| 10” | 250 | 70 | 506,3g |
Produk vertoon








