


Прилагођено ливење за улагање / прецизно ливење Марине Децк Цовер Цовер
Цастинг Процесс
1. Убризгавање воска
У процесу депилације, наша радионица усваја аутоматске алуминијумске калупе за профиле.Унутар калупа постоје канали за хладну воду, који могу убрзати хлађење калупа.Ефикасност масовне производње је 4-5 пута већа од ручних калупа.Штавише, облик и величина машински пресованог воска су тачнији од ручног пресовања воском.
2.Израда шкољки
Када је шкољка направљена на површинском слоју, механичка рука коју користимо може да се ротира за 360 степени да би окачила муљ и песак како би се осигурала уједначена дебљина шкољке.Простор за сушење постављен након израде шкољке опремљен је овлаживачем, климатизацијом, топлим ваздухом и другим објектима за контролу константне температуре и влажности у радионици током целе године како би се обезбедила нормална брзина сушења шкољке.
Алуминијум хлорид се користи за очвршћавање љуске, што побољшава тврдоћу шкољке и не деформише се лако.Истовремено, глаткоћа ливења је побољшана, а површински недостаци ливења су смањени, чинећи фонт веома јасним.
3. Депаратизација У смислу депаратизације, користимо парну инвертну депаратуру на високој температури, тако да течност воска у шупљини може темељније да исцури, а никаква заостала течност воска неће утицати на квалитет љуске.
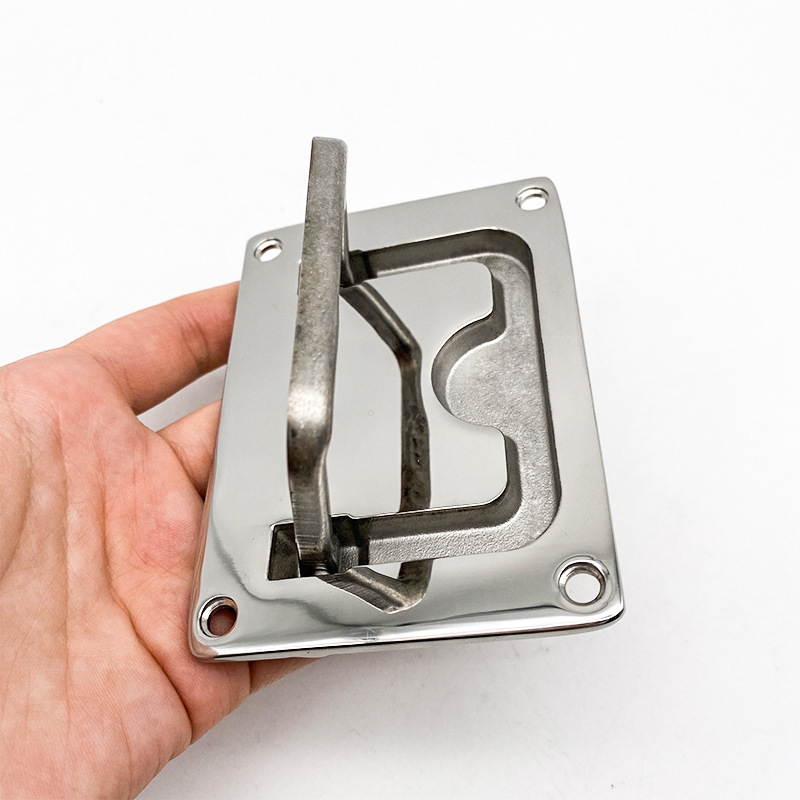
4. Параметри производа:
| име: | Копча поклопца бродске палубе од нерђајућег челика |
| Материјал: | СС316 |
| Величина | 56к76мм |
| Апликација | Марине Хардваре |
| Површинска обрада | Миррор Полисхинг |
| Цертифиед | ИСО9001 |
Базна удлага
| Величина | Дужина (мм) | Холе Питцх | Тегови |
| 4” | 100 | 30 | 78.7г |
| 5” | 125 | 35 | 107.8г |
| 6” | 150 | 45 | 172.3г |
| 8” | 200 | 55 | 356.9г |
| 10” | 250 | 70 | 506.3г |
Приказ производа








