

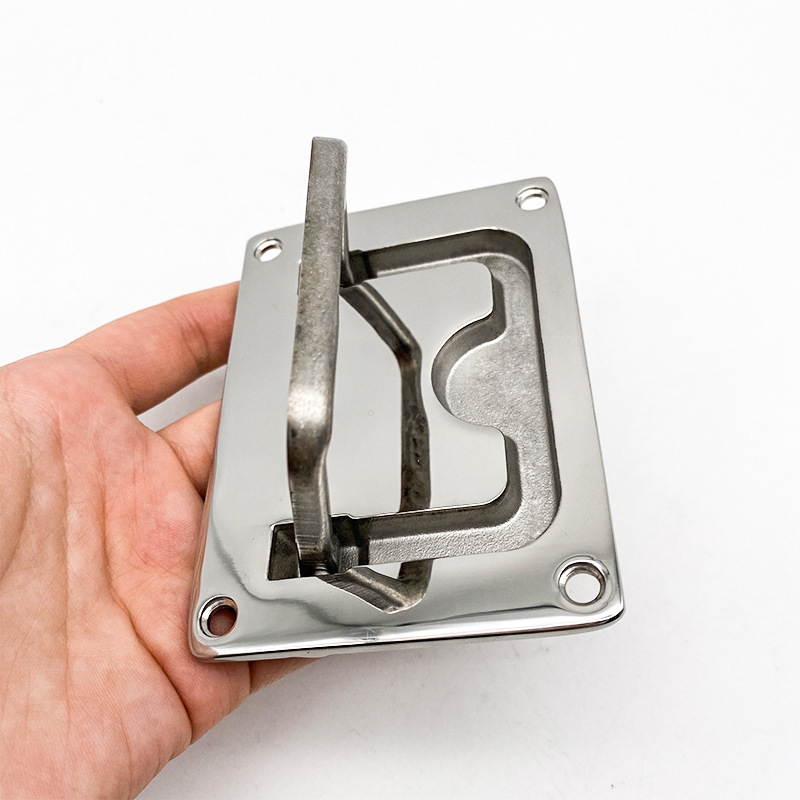

सानुकूलित गुंतवणूक कास्टिंग / प्रिसिजन कास्टिंग मरीन डेक कव्हर बकल
कास्टिंग प्रक्रिया
1.वॅक्स इंजेक्शन
मेण-अप प्रक्रियेत, आमची कार्यशाळा प्रोफाइलसाठी स्वयंचलित ॲल्युमिनियम मोल्डचा अवलंब करते.मोल्ड्सच्या आत थंड पाण्याच्या वाहिन्या असतात, ज्यामुळे मोल्ड्स थंड होण्यास गती मिळते.मोठ्या प्रमाणात उत्पादनाची कार्यक्षमता मॅन्युअल मोल्डच्या 4-5 पट आहे.शिवाय, मशीनने दाबलेल्या मेणाचा आकार आणि आकार मॅन्युअल मेण दाबण्यापेक्षा अधिक अचूक असतात.
2. शेल बनवणे
जेव्हा पृष्ठभागाच्या थरावर कवच तयार केले जाते, तेव्हा आम्ही वापरत असलेला यांत्रिक हात 360 अंश फिरवू शकतो स्लरी आणि वाळू लटकण्यासाठी कवचाची जाडी एकसमान आहे याची खात्री करण्यासाठी.कवच बनविल्यानंतर ठेवलेल्या कोरड्या क्षेत्रामध्ये आर्द्रीकरण, वातानुकूलन, उबदार हवा आणि इतर सुविधांनी सुसज्ज आहे जेणेकरुन वर्कशॉपमध्ये वर्षभर सतत तापमान आणि आर्द्रता नियंत्रित केली जाईल जेणेकरून कवच सामान्य कोरडे होईल.
ॲल्युमिनियम क्लोराईडचा वापर कवचाला कडक करण्यासाठी केला जातो, ज्यामुळे कवचाचा कडकपणा सुधारतो आणि ते सहजपणे विकृत होत नाही.त्याच वेळी, कास्टिंगची गुळगुळीतता सुधारली जाते आणि कास्टिंगच्या पृष्ठभागावरील दोष कमी होतात, फॉन्ट अगदी स्पष्ट होते.
3.डीवॅक्सिंग डिवॅक्सिंगच्या बाबतीत, आम्ही वाफेचे उच्च तापमान उलटे डीवॅक्सिंग वापरतो, जेणेकरून पोकळीतील मेणाचा द्रव अधिक चांगल्या प्रकारे बाहेर पडू शकेल आणि कोणत्याही अवशिष्ट मेणाच्या द्रवाचा शेलच्या गुणवत्तेवर परिणाम होणार नाही.
4.उत्पादन पॅरामीटर्स:
| नाव: | स्टेनलेस स्टील मरीन डेक कव्हर बकल |
| साहित्य: | SS316 |
| आकार | 56x76 मिमी |
| अर्ज | सागरी हार्डवेअर |
| पृष्ठभाग उपचार | मिरर पॉलिशिंग |
| प्रमाणित | ISO9001 |
बेस स्प्लिंट
| आकार | लांबी (मिमी) | होल पिच | वजन |
| ४” | 100 | 30 | 78.7 ग्रॅम |
| ५” | 125 | 35 | 107.8 ग्रॅम |
| ६” | 150 | 45 | 172.3 ग्रॅम |
| 8” | 200 | 55 | 356.9 ग्रॅम |
| 10” | 250 | 70 | ५०६.३ ग्रॅम |
उत्पादन प्रदर्शन








