


Inbertsio Galdaketa pertsonalizatua / Zehaztasun Galdaketa Itsas bizkarreko estalkia
Galdaketa Prozesua
1.Wx Injekzioa
Argizaria egiteko prozesuan, gure tailerrak profiletarako aluminiozko molde automatikoak hartzen ditu.Moldeen barruan ur hotzeko kanalak daude, eta horrek moldeen hoztea azkartu dezake.Masa ekoizpenaren eraginkortasuna eskuzko moldeena baino 4-5 aldiz handiagoa da.Gainera, makinaz prentsatutako argizariaren forma eta tamaina eskuzko argizaria baino zehatzagoak dira.
2.Oskola egitea
Maskorra gainazaleko geruzan egiten denean, erabiltzen dugun beso mekanikoa 360 gradu biratu daiteke minda eta harea zintzilikatzeko, maskorraren lodiera uniformea dela ziurtatzeko.Oskolak egin ondoren jarritako lehortzeko gunea hezeztapena, aire girotua, aire epela eta beste instalazio batzuekin hornituta dago urtean zehar tailerreko tenperatura eta hezetasun konstantea kontrolatzeko, oskolaren lehortze-abiadura normala bermatzeko.
Aluminio kloruroa oskola gogortzeko erabiltzen da, eta horrek oskolaren gogortasuna hobetzen du eta ez da erraz deformatzen.Aldi berean, galdaketaren leuntasuna hobetzen da eta galdaketaren gainazaleko akatsak murrizten dira, letra-tipoa oso argi utziz.
3.Dewaxing Dewaxing dagokionez, lurruna tenperatura altuko alderantzizko dewaxing erabiltzen dugu, beraz, barrunbean argizaria likidoa sakonago isur daiteke, eta hondar argizari likidorik ez du oskolaren kalitatean eragingo.
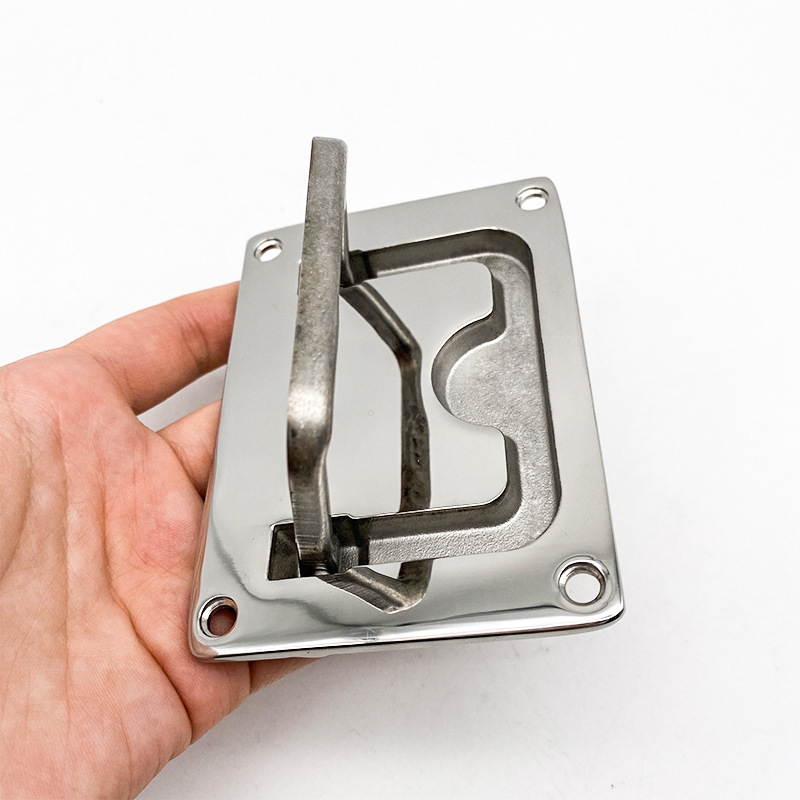
4.Produktuen parametroak:
| Izena: | Altzairu herdoilgaitzezko itsas estalkiko estalki-beila |
| Materiala: | SS316 |
| Tamaina | 56x76mm |
| Aplikazio | Itsasoko Hardwarea |
| Gainazalaren tratamendua | Ispilu Leunketa |
| Ziurtagiria | ISO9001 |
Oinarrizko ferula
| Tamaina | Luzera (mm) | Zulo Zelaia | Pisuak |
| 4” | 100 | 30 | 78,7 g |
| 5” | 125 | 35 | 107,8 g |
| 6” | 150 | 45 | 172,3 g |
| 8” | 200 | 55 | 356,9 g |
| 10” | 250 | 70 | 506,3 g |
Produktuen bistaratzea








