


Індивідуальне лиття по виплавлюваних моделях/точне лиття. Пряжка кришки морської палуби
Процес лиття
1. Ін'єкція воску
У процесі моделювання наша майстерня використовує автоматичні алюмінієві форми для профілів.Усередині форм є канали для холодної води, які можуть прискорити охолодження форм.Ефективність масового виробництва в 4-5 разів перевищує ефективність ручних форм.Більше того, форма та розмір воску, пресованого машинним способом, точніші, ніж воску, натиснутого вручну.
2.Виготовлення мушлі
Коли оболонка виготовлена на поверхневому шарі, механічна рука, яку ми використовуємо, може обертатися на 360 градусів, щоб повісити суспензію та пісок, щоб забезпечити рівномірну товщину оболонки.Зона сушіння, розміщена після виготовлення шкаралупи, обладнана зволоженням, кондиціонуванням повітря, теплим повітрям та іншими засобами для контролю постійної температури та вологості в цеху протягом року для забезпечення нормальної швидкості сушіння шкаралупи.
Хлорид алюмінію використовується для зміцнення оболонки, що покращує твердість оболонки та не легко деформується.Одночасно покращується гладкість виливка, зменшуються дефекти поверхні виливка, що робить шрифт дуже чітким.
3. Депарафінізація Що стосується депарафінізації, ми використовуємо парову високотемпературну інвертовану депарафінізацію, щоб рідина воску в порожнині могла витікати більш ретельно, і жодна залишкова рідина воску не вплине на якість оболонки.
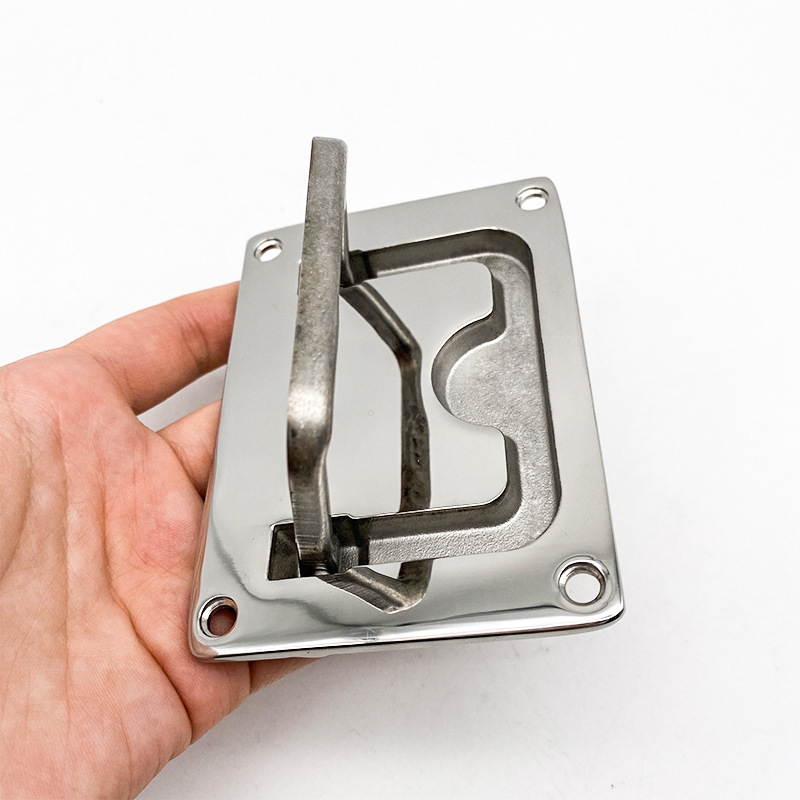
4. Параметри продукту:
| Ім'я: | Пряжка для морської палуби з нержавіючої сталі |
| матеріал: | SS316 |
| Розмір | 56х76 мм |
| застосування | Морське обладнання |
| Обробка поверхонь | Полірування дзеркал |
| Сертифікований | ISO9001 |
Основна шина
| Розмір | Довжина (мм) | Крок отвору | Ваги |
| 4” | 100 | 30 | 78,7г |
| 5” | 125 | 35 | 107,8г |
| 6” | 150 | 45 | 172,3г |
| 8” | 200 | 55 | 356,9г |
| 10" | 250 | 70 | 506,3г |
Відображення продукту








