




Шар з дакладнага ліцця/ліцця па выплавляемым мадэлям з нержавеючай сталі
Тыпы
фіксаваны мяч
Фіксуецца шарыкам ручкі
Двухбаковы фіксаваны мяч
Трохбаковы фіксаваны мяч
чатырохбаковы мяч
выгнуты шар
цвёрды мяч
паўфіксаваны мяч
плавае шарык клапана
полы шар
V-вобразны мяч
L/T/пазіцыяніруючы мяч і мяч з мяккім ушчыльненнем і г.д.
Прынцып кручэння сферы
Тэхнічны працэс вытворчасці
(1) Кастынг
Гэта традыцыйны метад апрацоўкі, які патрабуе поўнага камплекта плавільнага, разліўнога і іншага абсталявання, а таксама вялікіх цэхаў і большай колькасці рабочых, вялікіх інвестыцый, шматлікіх працэсаў, складаных вытворчых працэсаў і забруджвання навакольнага асяроддзя.Тэхнічны ўзровень работнікаў напрамую ўплывае на якасць прадукцыі.Праблема ўцечкі сферычных капілярных пор не можа быць цалкам вырашана, і прыпуск на апрацоўку нарыхтоўкі вялікі, і адходы вялікія.
(2) Коўка
Гэта яшчэ адзін метад, прыняты ў цяперашні час многімі айчыннымі кампаніямі, якія вырабляюць клапаны.Ён мае два метады апрацоўкі: адзін заключаецца ў выкарыстанні круглай сталі для выразання, нагрэву і кавання ў сферычную суцэльную нарыхтоўку, а затым у механічнай апрацоўцы.Па-другое, круглявую пласціну з нержавеючай сталі фармуюць на вялікім прэсе для атрымання полай паўсферычнай нарыхтоўкі, а затым апрацоўваюць зварную сферычную нарыхтоўку.Гэты метад адрозніваецца высокім каэфіцыентам выкарыстання матэрыялу, але патрабуе машыны высокай магутнасці.
(3) Спінінг
Метад прадзення металу - гэта ўдасканалены метад апрацоўкі з невялікай колькасцю стружак і без іх, які належыць да новай галіны апрацоўкі ціскам.), што дазваляе зэканоміць шмат часу на апрацоўку (1-5 хвілін на фармоўку), а трываласць матэрыялу можа падвоіцца пасля прадзення.З-за невялікай плошчы кантакту паміж паваротным колам і нарыхтоўкай падчас прадзення металічны матэрыял знаходзіцца ў двух- або трохбаковым напружаным стане сціску, які лёгка дэфармаваць, і можа быць атрыманы больш высокі адзінкавы кантакт з невялікай магутнасцю.
Напружанне (да 25-35 МПа), такім чынам, абсталяванне лёгкае па вазе, а агульная неабходная магутнасць невялікая (менш за 1/5-1/4 прэса), што было прызнана замежнай арматурнай прамысловасцю як апрацоўка энергазберагальнай сферы Тэхналагічны план таксама падыходзіць для апрацоўкі іншых полых дэталяў, якія верцяцца.
Тэхналогія прадзення шырока выкарыстоўваецца і развіваецца з вялікай хуткасцю ў многіх краінах.Тэхналогія і абсталяванне вельмі сталыя і стабільныя, а аўтаматычнае кіраванне механічнай, электрычнай і гідраўлічнай інтэграцыяй рэалізавана.

Асаблівасці
-Памер: l/4"-6"
-Шар з нержавеючай сталі для ліцця па выплавляемым мадэлям
-Матэрыял мяча CF8M CF8 CF3M
-Мы можам вырабляць усе віды шароў у адпаведнасці з патрабаваннямі нашых кліентаў
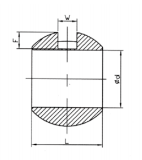
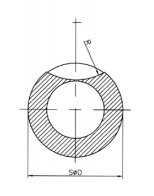
Памер:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Спіс матэрыялаў:
| Тып | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17,0 ~ 21,0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Дысплей прадукту


-

Устойлівасць да ізаляцыі пры высокіх тэмпературах з фіксаваным шарыкам...
-

ANSI з мяккім ушчыльненнем шаравой кран з фіксаваным верхнім уваходам...
-

Дакладнае ліццё з нержавеючай сталі/інвестыцыйны ка...
-

Впускны клапан турбіны GB - шар гідраўлічнага кіравання (B...
-

Універсальны шаравой кран унізе пнеўматычнага бака
-

Шаравой кран высокай чысціні