




Casting di precisione in acciaio inox / sfera di casting d'investimentu
Tipi
bola fissa
Fixed with handle ball
Palla fissa bidirezionale
Palla fissa a trè vie
ballò à quattru direzioni
bola curva
bola solida
palla semi-fissa
sfera di valvula flottante
palla cavu
palla in forma di V
L / T / sfera di posizionamentu è sfera di tee di tenuta morbida, etc.
U principiu di spinning sfera
Prucessu Tecnicu di Pruduzzione
(1) Casting
Questu hè un metudu di trasfurmazioni tradiziunale, chì esige un inseme cumpletu di smelting, pouring è altri equipaghji, è ancu attelli più grande è più travagliadori, grande investimentu, assai prucessi, prucessi cumplessi di produzzione, è contaminazione ambientale.U livellu tecnicu di i travagliadori influenza direttamente a qualità di u pruduttu.U prublema di a fuga di pori capillari sferichi ùn pò esse risolta cumplettamente, è l'indennità di machining in biancu hè grande è i rifiuti sò grande.
(2) Forgiatura
Questu hè un altru mètudu aduttatu da parechje cumpagnie di valvula domestica in u mumentu.Hà dui metudi di trasfurmazioni: unu hè di utilizà l'acciaio tondu per tagliate, scaldà è forge in un blank solidu sfericu, è poi eseguisce un prucessu meccanicu.U sicondu hè di stampà a piastra d'acciaio inossidabile arrotondata nantu à una grande pressa per ottene un blank emisfericu cavu, è poi machinà u blank sfericu saldatu.Stu metudu hà un altu tassu d'utilizazione di materiale, ma esige una macchina d'alta putenza.
(3) Spinning
U metudu di filatura di metallu hè un metudu di trasfurmazioni avanzatu cù pochi chips è senza chips, chì appartene à un novu ramu di trasfurmazioni di pressione.), salvendu assai tempu di trasfurmazioni (minuti 1-5 per furmà), è a forza di materiale pò esse radduppiata dopu à spinning.A causa di a piccula zona di cuntattu trà a rota rotativa è u pezzu di travagliu durante a filatura, u materiale metallicu hè in un statu di stress cumpressivu à dui o trè vie, chì hè faciule da deformà, è pò esse acquistatu un cuntattu di unità più altu. cù un picculu putere.
Stress (finu à 25-35Mpa), dunque, l'attrezzatura hè ligera in pesu, è a putenza tutale necessaria hè chjuca (menu di 1/5-1/4 di a stampa), chì hè stata ricunnisciuta da l'industria di valve straneri cum'è un prucessu di sfera di risparmiu d'energia U pianu di prucessu hè ancu adattatu per trasfurmà altre parti rotanti cave.
A tecnulugia di spinning hè stata largamente usata è sviluppata à alta velocità in parechji paesi.A tecnulugia è l'equipaggiu sò assai maturu è stabile, è u cuntrollu automaticu di l'integrazione meccanica, elettrica è idraulica hè realizatu.

Features
-Taglia: l/4"-6"
-Investment Casting Ballu in acciaio inox
-Materiale di u ballò CF8M CF8 CF3M
-Pudemu pruduce ogni tipu di palle secondu u requisitu di i nostri clienti
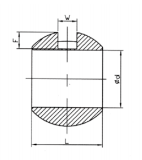
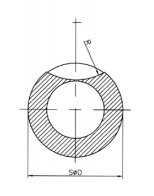
Dimensione:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70,5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Lista di materiale:
| Tipu | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 9,0 ~ 12,0 | 2.0 ~ 3.0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 8.0 ~ 11.0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17.0 ~ 21.0 | 9,0 ~ 13,0 | 2.0 ~ 3.0 |
Display di u produttu


-

Sfera fissa di resistenza à l'abrasione à alta temperatura...
-

Valve à sphère à étanchéité souple ANSI à entrée supérieure à ba...
-

Casting di precisione in acciaio inox / Ca...
-

GB Turbine Inlet Valve-Hydraulic Control Ball (B...
-

Valvula à sfera all-inclusive in fondu di u tank pneumaticu
-

Valve à sfera d'alta purezza