




Neoksidebla Ŝtalo Precizeca Casting/Invest Casting Ball
Tipoj
fiksita pilko
Fiksita per tenilo-pilko
Dudirekta fiksa pilko
Tridirekta fiksa pilko
kvardirekta pilko
kurba pilko
solida pilko
duonfiksa pilko
flosanta valva pilko
kava pilko
V-forma pilko
L/T/poziciiga pilko kaj mola sigela tee-pilko, ktp.
La principo de sfera turnado
Produktada Teknika Procezo
(1) Casting
Ĉi tio estas tradicia pretiga metodo, kiu postulas kompletan aron de fandado, verŝado kaj aliaj ekipaĵoj, same kiel pli grandajn laborejojn kaj pli da laboristoj, grandan investon, multajn procezojn, kompleksajn produktadajn procezojn kaj median poluadon.La teknika nivelo de la laboristoj rekte influas la kvaliton de la produkto.La problemo de la elfluo de sferaj kapilaraj poroj ne povas esti tute solvita, kaj la malplena maŝinado estas granda kaj la malŝparo estas granda.
(2) Forĝado
Ĉi tio estas alia metodo adoptita de multaj hejmaj valvaj kompanioj nuntempe.Ĝi havas du pretigmetodojn: unu estas uzi rondan ŝtalon por tranĉi, varmigi kaj forĝi en sferan solidan malplenaĵon, kaj tiam fari mekanikan pretigon.La dua estas muldi la rondan neoksideblan ŝtalan platon sur granda gazetaro por akiri kavan duonsferan malplenan, kaj poste maŝini la veldan sferan malplenan.Ĉi tiu metodo havas altan materialan utiligan indicon, sed postulas alt-potencan maŝinon.
(3) Ŝpinado
Metala turnadmetodo estas altnivela pretiga metodo kun malmultaj blatoj kaj neniuj blatoj, kiu apartenas al nova branĉo de prema prilaborado.), ŝparante multan pretigan tempon (1-5 minutojn por formado), kaj la materiala forto povas esti duobligita post turnado.Pro la malgranda areo de kontakto inter la rotacia rado kaj la laborpeco dum turnado, la metala materialo estas en du- aŭ tridirekta kunprema streĉa stato, kiu estas facile deformebla, kaj pli alta unuo-kontakto povas esti akirita. kun malgranda potenco.
Streso (ĝis 25-35Mpa), do la ekipaĵo estas malpeza, kaj la totala potenco bezonata estas malgranda (malpli ol 1/5-1/4 de la gazetaro), kiu estis rekonita de la eksterlanda valva industrio kiel prilaborado de sfera ŝparado de energio La proceza plano ankaŭ taŭgas por prilaborado de aliaj kavaj rotaciaj partoj.
Ŝpina teknologio estis vaste uzata kaj disvolvita al alta rapideco en multaj landoj.La teknologio kaj ekipaĵo estas tre maturaj kaj stabilaj, kaj la aŭtomata kontrolo de mekanika, elektra kaj hidraŭlika integriĝo realiĝas.

Trajtoj
- Grandeco: l/4"-6"
-Investo Casting Neoksidebla ŝtalo pilko
-Materialo de la pilko CF8M CF8 CF3M
-Ni povus produkti ĉiajn pilkojn laŭ la postulo de niaj klientoj
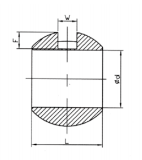
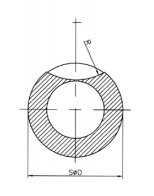
Dimensio:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Materiala Listo:
| Tajpu | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 9.0 ~ 12.0 | 2.0 ~ 3.0 |
| CF8 | ≤ 0,08 | ≤ 2.0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 8.0 ~ 11.0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17.0 ~ 21.0 | 9.0 ~ 13.0 | 2.0 ~ 3.0 |
Produkta Montro







