




Rostfritt stål precisionsgjutning/investeringsgjutkula
Typer
fast boll
Fast med handtagskula
Tvåvägs fast boll
Trevägs fast boll
fyrvägsboll
böjd boll
fast boll
halvfixerad boll
flytande ventilkula
ihålig boll
V-formad boll
L/T/positioneringskula och mjukt tätande tee-boll, etc.
Principen för sfärspinning
Produktionsteknisk process
(1) Gjutning
Detta är en traditionell bearbetningsmetod, som kräver en komplett uppsättning av smältning, gjutning och annan utrustning, såväl som större verkstäder och fler arbetare, stora investeringar, många processer, komplexa produktionsprocesser och miljöföroreningar.Den tekniska nivån på arbetarna påverkar direkt produktens kvalitet.Problemet med läckage av sfäriska kapillärporer kan inte helt lösas, och tillståndet för bearbetning av ämnet är stort och avfallet är stort.
(2) Smide
Detta är en annan metod som används av många inhemska ventilföretag för närvarande.Den har två bearbetningsmetoder: en är att använda rundstål för att skära, värma och smida till ett sfäriskt fast ämne och sedan utföra mekanisk bearbetning.Den andra är att forma den rundade rostfria stålplattan på en stor press för att få ett ihåligt halvsfäriskt ämne och sedan bearbeta det svetsade sfäriska ämnet.Denna metod har ett högt materialutnyttjande, men kräver en maskin med hög effekt.
(3) Spinning
Metallspinningsmetod är en avancerad bearbetningsmetod med få spån och inga spån, som tillhör en ny gren av tryckbearbetning.), vilket sparar mycket bearbetningstid (1-5 minuter för formning), och materialstyrkan kan fördubblas efter spinning.På grund av den lilla kontaktytan mellan det roterande hjulet och arbetsstycket under spinning, är metallmaterialet i ett två- eller trevägs tryckspänningstillstånd, vilket är lätt att deformera, och en högre enhetskontakt kan erhållas med liten kraft.
Stress (upp till 25-35Mpa), därför är utrustningen lätt i vikt och den totala effekten som krävs är liten (mindre än 1/5-1/4 av pressen), vilket har erkänts av den utländska ventilindustrin som en energibesparande sfärbearbetning Processplanen lämpar sig även för bearbetning av andra ihåliga roterande delar.
Spinnteknik har använts i stor utsträckning och utvecklats i hög hastighet i många länder.Tekniken och utrustningen är mycket mogen och stabil, och den automatiska styrningen av mekanisk, elektrisk och hydraulisk integration är realiserad.

Funktioner
-Storlek:l/4"-6"
-Investering Gjutning Rostfri stålkula
- Material av kulan CF8M CF8 CF3M
-Vi skulle kunna producera alla typer av bollar enligt kraven från våra kunder
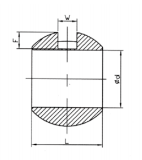
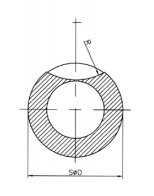
Dimensionera:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28,5 | 8 | 5.8 | 19 |
| 42,5 | 25 | 32,9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48,5 | 9.5 | 9 | 30 |
| 76,5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50,8 | 59,9 | 9.6 | 10 | 37,5 |
| 97 | 65 | 70,5 | 12 | 12 | 50 |
| 100 | 65 | 73,7 | 12 | 15 | 50 |
| 115 | 76 | 84,3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93,7 | 16 | 15 | 37,5 |
| 148 | 94 | 112 | 15 | 14 | 62,5 |
| 152 | 100 | 111,4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Materiallista:
| Typ | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17.0 ~ 21.0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Produktdisplay







