




ステンレス鋼精密鋳造/インベストメント鋳造ボール
種類
固定ボール
ハンドルボールで固定
双方向固定ボール
三方固定球
四方向ボール
カーブしたボール
ソリッドボール
半固定球
フローティングバルブボール
中空ボール
V字型ボール
L/T/ポジショニングボール、ソフトシールティーボールなど
球体が回転する原理
生産技術プロセス
(1) キャスティング
これは伝統的な加工方法であり、製錬、注湯、その他の設備一式、大規模な作業場とより多くの労働者、多額の投資、多くの工程、複雑な生産プロセス、および環境汚染を必要とします。作業者の技術レベルは製品の品質に直接影響します。球状毛細管孔の漏れの問題は完全には解決できておらず、ブランクの加工代が大きく無駄が大きい。
(2) 鍛造
これも現在国内の多くのバルブ会社が採用している方式です。加工方法は2つあり、1つは丸鋼を切断、加熱、鍛造して球状の無垢材を作り、その後機械加工を行う方法です。2つ目は、丸めたステンレス鋼板を大型プレスで成形して中空の半球状の素材を作り、溶接した球状の素材を機械加工する方法です。この方法は材料利用率が高いですが、高出力の機械が必要です。
(3) スピニング
金属スピニング法は、加圧加工の新しい分野に属する、切りくずが少なく、切り粉が出ない高度な加工方法です。)、加工時間を大幅に節約し(成形に1〜5分)、スピニング後の材料強度を2倍にすることができます。回転ホイールとワークとの接触面積が小さいため、金属材料は回転中に2方向または3方向の圧縮応力状態となり、変形しやすくなり、より高い単位接触が得られます。小さな力で。
応力(最大 25 ~ 35Mpa)のため、装置は軽量であり、必要な総動力も小さい(プレスの 1/5 ~ 1/4 未満)ため、海外のバルブ業界では次のように認められています。省エネ球体加工 このプロセスプランは、他の中空回転部品の加工にも適しています。
紡績技術は多くの国で広く使用され、急速に発展しています。技術と設備は非常に成熟していて安定しており、機械、電気、油圧統合の自動制御が実現されています。

特徴
- サイズ:l/4インチ-6インチ。
-インベストメント鋳造ステンレス鋼球
・ボールの材質 CF8M CF8 CF3M
-顧客の要求に応じてあらゆる種類のボールを製造できます
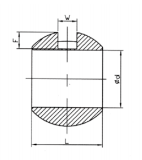
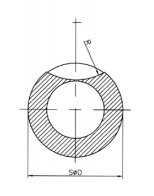
寸法:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
材料リスト:
| タイプ | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0.08 | ≤ 1.5 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 18.0 ~ 21.0 | 9.0 ~ 12.0 | 2.0 ~ 3.0 |
| CF8 | ≤ 0.08 | ≤ 2.0 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 18.0 ~ 21.0 | 8.0 ~ 11.0 |
|
| CF3M | ≤ 0.03 | ≤ 1.5 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 17.0 ~ 21.0 | 9.0 ~ 13.0 | 2.0 ~ 3.0 |
製品の展示







