




Paslanmaz Çelik Hassas Döküm/Hassas Döküm Bilyası
Türler
sabit top
Sap topuyla sabit
İki yönlü sabit top
Üç yollu sabit top
dört yönlü top
kavisli top
katı top
yarı sabit top
yüzen vana topu
içi boş top
V şeklinde top
L/T/konumlandırma topu ve yumuşak sızdırmazlık tişörtü vb.
Küre eğirme prensibi
Üretim Teknik Süreci
(1) Döküm
Bu, tam bir eritme, dökme ve diğer ekipman setinin yanı sıra daha büyük atölyeler ve daha fazla işçi, büyük yatırım, birçok süreç, karmaşık üretim süreçleri ve çevre kirliliği gerektiren geleneksel bir işleme yöntemidir.Çalışanların teknik seviyesi ürünün kalitesini doğrudan etkilemektedir.Küresel kılcal gözeneklerin sızıntısı sorunu tamamen çözülemiyor ve boş işleme payı büyük ve atık büyük.
(2) Dövme
Bu, günümüzde pek çok yerli vana firmasının benimsediği başka bir yöntemdir.İki işleme yöntemi vardır: birincisi yuvarlak çeliği kesmek, ısıtmak ve küresel katı bir işlenmemiş parça halinde dövmek ve ardından mekanik işleme gerçekleştirmektir.İkincisi, yuvarlak paslanmaz çelik plakayı büyük bir preste kalıplayarak içi boş yarım küre şeklinde bir iş parçası elde etmek ve daha sonra kaynaklı küresel iş parçasını makineyle işlemektir.Bu yöntemin malzeme kullanım oranı yüksektir ancak yüksek güçlü bir makine gerektirir.
(3) Eğirme
Metal eğirme yöntemi, basınçlı işlemenin yeni bir dalına ait olan, az talaşlı ve talaşsız ileri bir işleme yöntemidir.), çok fazla işlem süresinden tasarruf sağlar (şekillendirme için 1-5 dakika) ve malzeme mukavemeti, eğirme işleminden sonra iki katına çıkarılabilir.Eğirme sırasında döner çark ile iş parçası arasındaki küçük temas alanı nedeniyle, metal malzeme iki veya üç yönlü basınç gerilimi durumundadır ve deforme edilmesi kolaydır ve daha yüksek birim temas elde edilebilir. küçük bir güçle.
Stres (25-35Mpa'ya kadar), bu nedenle ekipman hafiftir ve gereken toplam güç küçüktür (presin 1/5-1/4'ünden az), bu da yabancı valf endüstrisi tarafından kabul edilmiştir. enerji tasarrufu sağlayan küre işleme Proses planı aynı zamanda diğer içi boş dönen parçaların işlenmesi için de uygundur.
Eğirme teknolojisi birçok ülkede yaygın olarak kullanılmakta ve yüksek hızda geliştirilmektedir.Teknoloji ve ekipman çok olgun ve istikrarlıdır ve mekanik, elektrik ve hidrolik entegrasyonun otomatik kontrolü gerçekleştirilmektedir.

Özellikler
-Boyut: l/4"-6"
-Hassas Döküm Paslanmaz çelik bilya
-Topun malzemesi CF8M CF8 CF3M
-Müşterilerimizin ihtiyacına göre her türlü topu üretebiliriz
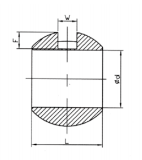
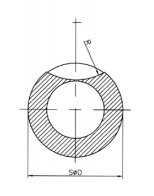
Boyut:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Malzeme listesi:
| Tip | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 9.0 ~ 12.0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 8.0 ~ 11.0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17.0 ~ 21.0 | 9.0 ~ 13.0 | 2,0 ~ 3,0 |
Ürün Teşhiri







