




უჟანგავი ფოლადის ზუსტი ჩამოსხმა/საინვესტიციო ჩამოსხმის ბურთი
ტიპები
ფიქსირებული ბურთი
ფიქსირდება სახელურით ბურთით
ორმხრივი ფიქსირებული ბურთი
სამმხრივი ფიქსირებული ბურთი
ოთხმხრივი ბურთი
მოხრილი ბურთი
მყარი ბურთი
ნახევრად ფიქსირებული ბურთი
მცურავი სარქველი ბურთი
ღრუ ბურთი
V ფორმის ბურთი
L/T/პოზიციონირების ბურთი და რბილი დალუქვის ჩაის ბურთი და ა.შ.
სფეროს ტრიალის პრინციპი
წარმოების ტექნიკური პროცესი
(1) ჩამოსხმა
ეს არის დამუშავების ტრადიციული მეთოდი, რომელიც მოითხოვს დნობის, ჩამოსხმის და სხვა აღჭურვილობის სრულ კომპლექტს, ასევე უფრო დიდ სახელოსნოებს და მეტ მუშაკს, დიდ ინვესტიციას, მრავალ პროცესს, წარმოების რთულ პროცესებს და გარემოს დაბინძურებას.მუშების ტექნიკური დონე პირდაპირ გავლენას ახდენს პროდუქტის ხარისხზე.სფერული კაპილარული ფორების გაჟონვის პრობლემა სრულად ვერ მოგვარდება, ხოლო ცარიელი დამუშავების შემწეობა დიდია და ნარჩენები დიდია.
(2) გაყალბება
ეს არის კიდევ ერთი მეთოდი, რომელიც მიღებულია მრავალი შიდა სარქვლის კომპანიის მიერ ამჟამად.მას აქვს დამუშავების ორი მეთოდი: ერთი არის მრგვალი ფოლადის გამოყენება სფერულ მყარ ბლანკში დასაჭრელად, გასათბობად და გასაყალბებლად და შემდეგ მექანიკური დამუშავების შესასრულებლად.მეორე არის მომრგვალებული უჟანგავი ფოლადის ფირფიტის ჩამოსხმა დიდ პრესაზე, რათა მიიღოთ ღრუ ნახევარსფერული ბლანკი და შემდეგ შედუღებული სფერული ბლანკი დამუშავდეს.ამ მეთოდს აქვს მასალის გამოყენების მაღალი მაჩვენებელი, მაგრამ მოითხოვს მაღალი სიმძლავრის მანქანას.
(3) ტრიალი
ლითონის დაწნული მეთოდი არის დამუშავების მოწინავე მეთოდი რამდენიმე ჩიპებით და ჩიპების გარეშე, რომელიც მიეკუთვნება წნევით დამუშავების ახალ დარგს.), დაზოგავს დამუშავების დიდ დროს (1-5 წუთს ფორმირებისთვის) და მასალის სიმტკიცე შეიძლება გაორმაგდეს დაწნვის შემდეგ.ბრუნვის დროს მბრუნავ ბორბალსა და სამუშაო ნაწილს შორის კონტაქტის მცირე არეალის გამო, ლითონის მასალა იმყოფება ორ ან სამმხრივ კომპრესიულ დაძაბულ მდგომარეობაში, რომელიც ადვილად დეფორმირებულია და შესაძლებელია უფრო მაღალი ერთეულის კონტაქტის მიღება. მცირე სიმძლავრით.
სტრესი (25-35 მპა-მდე), შესაბამისად, აღჭურვილობა მსუბუქი წონაა და საჭირო ჯამური სიმძლავრე მცირეა (პრესის 1/5-1/4-ზე ნაკლები), რაც უცხოური სარქველების ინდუსტრიის მიერ იქნა აღიარებული, როგორც ენერგიის დაზოგვის სფეროს დამუშავება პროცესის გეგმა ასევე შესაფერისია სხვა ღრუ მბრუნავი ნაწილების დასამუშავებლად.
დაწნული ტექნოლოგია ფართოდ იქნა გამოყენებული და განვითარებული მაღალი სიჩქარით ბევრ ქვეყანაში.ტექნოლოგია და აღჭურვილობა ძალიან მომწიფებული და სტაბილურია და რეალიზებულია მექანიკური, ელექტრო და ჰიდრავლიკური ინტეგრაციის ავტომატური კონტროლი.

მახასიათებლები
- ზომა: l/4"-6"
-საინვესტიციო ჩამოსხმა უჟანგავი ფოლადის ბურთი
- ბურთის მასალა CF8M CF8 CF3M
- ჩვენ შეგვიძლია ვაწარმოოთ ყველა სახის ბურთი ჩვენი კლიენტების მოთხოვნის შესაბამისად
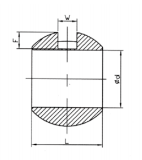
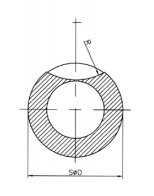
განზომილება:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
მასალების სია:
| ტიპი | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0.08 | ≤ 1.5 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 18.0 ~ 21.0 | 9.0 ~ 12.0 | 2.0 ~ 3.0 |
| CF8 | ≤ 0.08 | ≤ 2.0 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 18.0 ~ 21.0 | 8.0 ~ 11.0 |
|
| CF3M | ≤ 0.03 | ≤ 1.5 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 17.0 ~ 21.0 | 9.0 ~ 13.0 | 2.0 ~ 3.0 |
პროდუქტის ჩვენება


-

მაღალი ტემპერატურის აბრაზიული წინააღმდეგობის ფიქსირებული ბურთი...
-

ANSI რბილი დალუქვის ბურთის სარქველის ზედა შესასვლელი ფიქსირდება Ba...
-

უჟანგავი ფოლადის ზუსტი ჩამოსხმა/საინვესტიციო Ca...
-

GB ტურბინის შესასვლელი სარქველი - ჰიდრავლიკური კონტროლის ბურთი (B...
-

პნევმატური ავზის ქვედა ყოვლისმომცველი ბურთიანი სარქველი
-

მაღალი სისუფთავის ბურთიანი სარქველი