




Krogla za natančno litje/litje za vlaganje iz nerjavečega jekla
Vrste
fiksna žoga
Pritrjen s kroglico za ročaj
Dvosmerna fiksna žoga
Trosmerna fiksna žoga
štiristranska žoga
ukrivljena krogla
trdna žoga
polfiksna žoga
krogla plavajočega ventila
votla žoga
Žoga v obliki črke V
L/T/pozicijska žoga in mehka tesnilna žogica itd.
Načelo vrtenja krogle
Tehnični proces proizvodnje
(1) Ulivanje
Gre za tradicionalno metodo predelave, ki zahteva popoln nabor talilne, livne in druge opreme ter večje delavnice in več delavcev, velike investicije, številne procese, zapletene proizvodne procese in onesnaževanje okolja.Tehnična raven delavcev neposredno vpliva na kakovost izdelka.Problema puščanja sferičnih kapilarnih por ni mogoče popolnoma rešiti, dodatek za obdelavo surovcev je velik in odpadki so veliki.
(2) Kovanje
To je še ena metoda, ki so jo trenutno sprejela številna domača podjetja ventilov.Ima dve metodi obdelave: ena je uporaba okroglega jekla za rezanje, segrevanje in kovanje v sferični trdni surovec, nato pa se izvede mehanska obdelava.Drugi je oblikovanje zaobljene plošče iz nerjavečega jekla na veliki stiskalnici, da dobimo votel polkrogelni surovec, nato pa obdelavo zvarjenega sferičnega surovca.Ta metoda ima visoko stopnjo izkoriščenosti materiala, vendar zahteva visoko zmogljiv stroj.
(3) Predenje
Metoda predenja kovine je napredna metoda obdelave z malo in brez odrezkov, ki spada v novo vejo tlačne obdelave.), prihranite veliko časa obdelave (1-5 minut za oblikovanje), trdnost materiala pa se lahko podvoji po predenju.Zaradi majhnega kontaktnega območja med vrtljivim kolesom in obdelovancem med vrtenjem je kovinski material v dvo- ali trosmernem stanju tlačne napetosti, ki ga je enostavno deformirati, in je mogoče doseči višji enotni stik z majhno močjo.
Obremenitev (do 25-35Mpa), zato je oprema majhna, skupna zahtevana moč pa majhna (manj kot 1/5-1/4 stiskalnice), kar je tuja industrija ventilov priznala kot energijsko varčna obdelava krogle Procesni načrt je primeren tudi za obdelavo drugih votlih vrtljivih delov.
Tehnologija predenja se v številnih državah pogosto uporablja in razvija z veliko hitrostjo.Tehnologija in oprema sta zelo zreli in stabilni, realiziran pa je avtomatski nadzor mehanske, električne in hidravlične integracije.

Lastnosti
-Velikost: l/4"-6"
-Kogla iz nerjavečega jekla za investicijsko litje
-Material žoge CF8M CF8 CF3M
- Izdelali bi lahko vse vrste žog v skladu z zahtevami naših strank
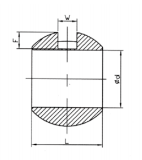
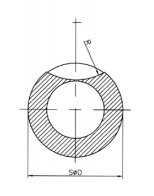
Dimenzija:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Seznam materialov:
| Vrsta | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17,0 ~ 21,0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Prikaz izdelka


-

Fiksna krogla, odporna na visoko temperaturno obrabo...
-

ANSI mehko tesnjenje krogelnega ventila z zgornjim vstopom, fiksna ba...
-

Natančno litje iz nerjavečega jekla/naložni ka...
-

GB Turbinski vstopni ventil - hidravlična krmilna krogla (B...
-

Vsevključujoč krogelni ventil na dnu pnevmatskega rezervoarja
-

Kroglični ventil visoke čistosti