




Roostevabast terasest täppisvalu/investeeringuvalukuul
Tüübid
fikseeritud pall
Kinnitatud käepidemega
Kahesuunaline fikseeritud pall
Kolmesuunaline fikseeritud pall
neljasuunaline pall
kumer pall
kindel pall
poolfikseeritud pall
ujuv klapikuul
õõnes pall
V-kujuline pall
L/T/positsioneerimispall ja pehme tihenduspall jne.
Kera pöörlemise põhimõte
Tootmise tehniline protsess
(1) Valamine
See on traditsiooniline töötlemisviis, mis nõuab sulatus-, valamise- ja muude seadmete komplekti, suuremaid töökodasid ja rohkem töötajaid, suuri investeeringuid, palju protsesse, keerulisi tootmisprotsesse ja keskkonnareostust.Töötajate tehniline tase mõjutab otseselt toote kvaliteeti.Sfääriliste kapillaaride pooride lekkimise probleemi ei saa täielikult lahendada ning tooriku töötlemisvaru on suur ja jäätmed on suured.
(2) Sepistamine
See on veel üks meetod, mida paljud kodumaised klapitootjad praegu kasutavad.Sellel on kaks töötlemismeetodit: üks on ümarterase lõikamine, kuumutamine ja sepistamine sfääriliseks tahkeks toorikuks ning seejärel mehaaniline töötlemine.Teine on ümardatud roostevabast terasest plaadi vormimine suurel pressil, et saada õõnes poolkerakujuline toorik, ja seejärel keevitatud sfäärilise tooriku töötlemine.Sellel meetodil on kõrge materjali kasutusmäär, kuid see nõuab suure võimsusega masinat.
(3) Ketramine
Metalli ketrusmeetod on väheste laastude ja laastuta täiustatud töötlemismeetod, mis kuulub survetöötluse uude haru.), säästab palju töötlemisaega (1-5 minutit vormimiseks) ja materjali tugevust saab pärast ketramist kahekordistada.Kuna pöörleva ratta ja töödeldava detaili kokkupuuteala on ketramise ajal väike, on metallmaterjal kahe- või kolmesuunalise survepinge olekus, mida on lihtne deformeeruda ja on võimalik saavutada suurem kontaktkontakt väikese võimsusega.
Pinge (kuni 25-35Mpa), seetõttu on seadmed kerged ja vajalik koguvõimsus väike (alla 1/5-1/4 pressist), mida välismaine klapitööstus on tunnustanud kui energiasäästliku sfääri töötlemine Protsessiplaan sobib ka muude õõnsate pöörlevate osade töötlemiseks.
Paljudes riikides on ketrustehnoloogiat laialdaselt kasutatud ja suurel kiirusel arendatud.Tehnoloogia ja seadmed on väga küpsed ja stabiilsed ning mehaanilise, elektrilise ja hüdraulilise integratsiooni automaatne juhtimine on realiseeritud.

Funktsioonid
-Suurus: l/4"-6"
-Investeerimisvalu Roostevabast terasest kuul
-Palli materjal CF8M CF8 CF3M
-Võime toota igasuguseid palle vastavalt meie klientide nõudmistele
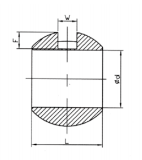
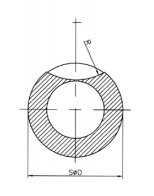
Mõõtmed:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Materjalide nimekiri:
| Tüüp | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17,0 ~ 21,0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Toote väljapanek


-

Kõrge temperatuuriga kulumiskindlusega fikseeritud kuul...
-

ANSI pehme tihendiga kuulventiil ülemise sisendiga fikseeritud Ba...
-

Roostevabast terasest täppisvalu/investeering ca...
-

GB turbiini sisselaskeklapp-hüdrauliline juhtkuul (B...
-

Pneumaatilise paagi põhjaga kõikehõlmav kuulkraan
-

Kõrge puhtusastmega kuulkraan