




Presisjonsstøping i rustfritt stål/investeringsstøpekule
Typer
fast ball
Festes med håndtakskule
Toveis fast ball
Treveis fast ball
fireveis ball
buet ball
solid ball
halvfast ball
flytende ventilkule
hul ball
V-formet ball
L/T/posisjoneringskule og myk forsegling tee-ball, etc.
Prinsippet for kulespinning
Produksjonsteknisk prosess
(1) Støping
Dette er en tradisjonell prosessmetode, som krever et komplett sett med smelte-, helle- og annet utstyr, samt større verksteder og flere arbeidere, store investeringer, mange prosesser, komplekse produksjonsprosesser og miljøforurensning.Det tekniske nivået til arbeiderne påvirker direkte kvaliteten på produktet.Problemet med lekkasje av sfæriske kapillære porer kan ikke løses fullstendig, og tilskuddet for blank maskinering er stort og avfallet er stort.
(2) Smiing
Dette er en annen metode som brukes av mange innenlandske ventilselskaper for tiden.Den har to behandlingsmetoder: den ene er å bruke rundt stål til å kutte, varme og smi til et sfærisk solid emne, og deretter utføre mekanisk bearbeiding.Den andre er å støpe den avrundede rustfrie stålplaten på en stor presse for å oppnå et hult halvkuleformet emne, og deretter bearbeide det sveisede sfæriske emnet.Denne metoden har høy materialutnyttelsesgrad, men krever en maskin med høy effekt.
(3) Spinning
Metallspinningsmetode er en avansert prosesseringsmetode med få spon og ingen spon, som tilhører en ny gren av trykkbehandling.), sparer mye behandlingstid (1-5 minutter for forming), og materialstyrken kan dobles etter spinning.På grunn av det lille kontaktområdet mellom rotasjonshjulet og arbeidsstykket under spinning, er metallmaterialet i en to- eller treveis trykkspenningstilstand, som er lett å deformere, og en høyere enhetskontakt kan oppnås med liten kraft.
Stress (opptil 25-35Mpa), derfor er utstyret lett i vekt, og den totale kraften som kreves er liten (mindre enn 1/5-1/4 av pressen), noe som har blitt anerkjent av den utenlandske ventilindustrien som en energisparende kulebehandling Prosessplanen egner seg også for behandling av andre hule roterende deler.
Spinneteknologi har blitt mye brukt og utviklet i høy hastighet i mange land.Teknologien og utstyret er svært modent og stabilt, og den automatiske kontrollen av mekanisk, elektrisk og hydraulisk integrasjon er realisert.

Egenskaper
-Størrelse:l/4"-6"
-Investering Støping Kule i rustfritt stål
- Materiale til ballen CF8M CF8 CF3M
-Vi kunne produsere alle slags baller i henhold til kravene til kundene våre
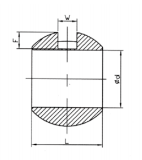
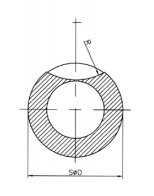
Dimensjon:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42,5 | 25 | 32,9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48,5 | 9.5 | 9 | 30 |
| 76,5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50,8 | 59,9 | 9.6 | 10 | 37,5 |
| 97 | 65 | 70,5 | 12 | 12 | 50 |
| 100 | 65 | 73,7 | 12 | 15 | 50 |
| 115 | 76 | 84,3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93,7 | 16 | 15 | 37,5 |
| 148 | 94 | 112 | 15 | 14 | 62,5 |
| 152 | 100 | 111,4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Materialliste:
| Type | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17.0 ~ 21.0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Produktvisning







