




ਸਟੇਨਲੈਸ ਸਟੀਲ ਸ਼ੁੱਧਤਾ ਕਾਸਟਿੰਗ/ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਬਾਲ
ਕਿਸਮਾਂ
ਸਥਿਰ ਗੇਂਦ
ਹੈਂਡਲ ਬਾਲ ਨਾਲ ਫਿਕਸ ਕੀਤਾ ਗਿਆ
ਦੋ-ਤਰੀਕੇ ਨਾਲ ਸਥਿਰ ਗੇਂਦ
ਤਿੰਨ-ਤਰੀਕੇ ਨਾਲ ਸਥਿਰ ਗੇਂਦ
ਚਾਰ-ਤਰੀਕੇ ਨਾਲ ਗੇਂਦ
ਕਰਵ ਬਾਲ
ਠੋਸ ਗੇਂਦ
ਅਰਧ-ਸਥਿਰ ਗੇਂਦ
ਫਲੋਟਿੰਗ ਵਾਲਵ ਬਾਲ
ਖੋਖਲੀ ਗੇਂਦ
V-ਆਕਾਰ ਵਾਲੀ ਗੇਂਦ
ਐਲ/ਟੀ/ਪੋਜੀਸ਼ਨਿੰਗ ਬਾਲ ਅਤੇ ਸਾਫਟ ਸੀਲਿੰਗ ਟੀ ਬਾਲ, ਆਦਿ।
ਗੋਲਾ ਕੱਤਣ ਦਾ ਸਿਧਾਂਤ
ਉਤਪਾਦਨ ਤਕਨੀਕੀ ਪ੍ਰਕਿਰਿਆ
(1) ਕਾਸਟਿੰਗ
ਇਹ ਇੱਕ ਪਰੰਪਰਾਗਤ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਧੀ ਹੈ, ਜਿਸ ਲਈ ਪਿਘਲਾਉਣ, ਡੋਲ੍ਹਣ ਅਤੇ ਹੋਰ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੇ ਨਾਲ-ਨਾਲ ਵੱਡੀਆਂ ਵਰਕਸ਼ਾਪਾਂ ਅਤੇ ਹੋਰ ਕਰਮਚਾਰੀਆਂ, ਵੱਡੇ ਨਿਵੇਸ਼, ਬਹੁਤ ਸਾਰੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ, ਗੁੰਝਲਦਾਰ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆਵਾਂ, ਅਤੇ ਵਾਤਾਵਰਣ ਪ੍ਰਦੂਸ਼ਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।ਕਰਮਚਾਰੀਆਂ ਦਾ ਤਕਨੀਕੀ ਪੱਧਰ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਸਿੱਧਾ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ।ਗੋਲਾਕਾਰ ਕੇਸ਼ਿਕਾ ਪੋਰਸ ਦੇ ਲੀਕ ਹੋਣ ਦੀ ਸਮੱਸਿਆ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਹੱਲ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਖਾਲੀ ਮਸ਼ੀਨਿੰਗ ਭੱਤਾ ਵੱਡਾ ਹੈ ਅਤੇ ਕੂੜਾ ਵੱਡਾ ਹੈ।
(2) ਫੋਰਜਿੰਗ
ਇਹ ਵਰਤਮਾਨ ਵਿੱਚ ਬਹੁਤ ਸਾਰੀਆਂ ਘਰੇਲੂ ਵਾਲਵ ਕੰਪਨੀਆਂ ਦੁਆਰਾ ਅਪਣਾਇਆ ਗਿਆ ਇੱਕ ਹੋਰ ਤਰੀਕਾ ਹੈ।ਇਸਦੇ ਦੋ ਪ੍ਰੋਸੈਸਿੰਗ ਤਰੀਕੇ ਹਨ: ਇੱਕ ਗੋਲਾਕਾਰ ਠੋਸ ਖਾਲੀ ਵਿੱਚ ਕੱਟਣ, ਗਰਮ ਕਰਨ ਅਤੇ ਬਣਾਉਣ ਲਈ ਗੋਲ ਸਟੀਲ ਦੀ ਵਰਤੋਂ ਕਰਨਾ, ਅਤੇ ਫਿਰ ਮਕੈਨੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਕਰਨਾ ਹੈ।ਦੂਸਰਾ ਗੋਲਾਕਾਰ ਸਟੀਲ ਪਲੇਟ ਨੂੰ ਇੱਕ ਖੋਖਲੇ ਗੋਲਾਕਾਰ ਖਾਲੀ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਇੱਕ ਵੱਡੀ ਪ੍ਰੈਸ ਉੱਤੇ ਮੋਲਡ ਕਰਨਾ ਹੈ, ਅਤੇ ਫਿਰ ਵੇਲਡ ਗੋਲਾਕਾਰ ਖਾਲੀ ਨੂੰ ਮਸ਼ੀਨ ਕਰਨਾ ਹੈ।ਇਸ ਵਿਧੀ ਦੀ ਉੱਚ ਸਮੱਗਰੀ ਉਪਯੋਗਤਾ ਦਰ ਹੈ, ਪਰ ਇੱਕ ਉੱਚ-ਪਾਵਰ ਮਸ਼ੀਨ ਦੀ ਲੋੜ ਹੈ।
(3) ਕਤਾਈ
ਮੈਟਲ ਸਪਿਨਿੰਗ ਵਿਧੀ ਕੁਝ ਚਿਪਸ ਅਤੇ ਬਿਨਾਂ ਚਿਪਸ ਦੇ ਨਾਲ ਇੱਕ ਉੱਨਤ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਧੀ ਹੈ, ਜੋ ਪ੍ਰੈਸ਼ਰ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਇੱਕ ਨਵੀਂ ਸ਼ਾਖਾ ਨਾਲ ਸਬੰਧਤ ਹੈ।), ਬਹੁਤ ਸਾਰਾ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਾਂ ਬਚਾਉਂਦਾ ਹੈ (ਬਣਾਉਣ ਲਈ 1-5 ਮਿੰਟ), ਅਤੇ ਸਮੱਗਰੀ ਦੀ ਤਾਕਤ ਕਤਾਈ ਤੋਂ ਬਾਅਦ ਦੁੱਗਣੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।ਕਤਾਈ ਦੌਰਾਨ ਰੋਟਰੀ ਵ੍ਹੀਲ ਅਤੇ ਵਰਕ ਟੁਕੜੇ ਦੇ ਵਿਚਕਾਰ ਸੰਪਰਕ ਦੇ ਛੋਟੇ ਖੇਤਰ ਦੇ ਕਾਰਨ, ਧਾਤ ਦੀ ਸਮੱਗਰੀ ਦੋ- ਜਾਂ ਤਿੰਨ-ਤਰੀਕੇ ਨਾਲ ਸੰਕੁਚਿਤ ਤਣਾਅ ਵਾਲੀ ਸਥਿਤੀ ਵਿੱਚ ਹੁੰਦੀ ਹੈ, ਜਿਸ ਨੂੰ ਵਿਗਾੜਨਾ ਆਸਾਨ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਇੱਕ ਉੱਚ ਯੂਨਿਟ ਸੰਪਰਕ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਇੱਕ ਛੋਟੀ ਸ਼ਕਤੀ ਨਾਲ.
ਤਣਾਅ (25-35Mpa ਤੱਕ), ਇਸ ਲਈ, ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦਾ ਭਾਰ ਹਲਕਾ ਹੈ, ਅਤੇ ਲੋੜੀਂਦੀ ਕੁੱਲ ਸ਼ਕਤੀ ਛੋਟੀ ਹੈ (ਪ੍ਰੈੱਸ ਦੇ 1/5-1/4 ਤੋਂ ਘੱਟ), ਜਿਸ ਨੂੰ ਵਿਦੇਸ਼ੀ ਵਾਲਵ ਉਦਯੋਗ ਦੁਆਰਾ ਮਾਨਤਾ ਦਿੱਤੀ ਗਈ ਹੈ. ਊਰਜਾ ਬਚਾਉਣ ਵਾਲਾ ਗੋਲਾ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਯੋਜਨਾ ਹੋਰ ਖੋਖਲੇ ਘੁੰਮਣ ਵਾਲੇ ਹਿੱਸਿਆਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਵੀ ਢੁਕਵੀਂ ਹੈ।
ਸਪਿਨਿੰਗ ਤਕਨਾਲੋਜੀ ਨੂੰ ਬਹੁਤ ਸਾਰੇ ਦੇਸ਼ਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਗਿਆ ਹੈ ਅਤੇ ਉੱਚ ਰਫਤਾਰ ਨਾਲ ਵਿਕਸਤ ਕੀਤਾ ਗਿਆ ਹੈ।ਤਕਨਾਲੋਜੀ ਅਤੇ ਉਪਕਰਣ ਬਹੁਤ ਹੀ ਪਰਿਪੱਕ ਅਤੇ ਸਥਿਰ ਹਨ, ਅਤੇ ਮਕੈਨੀਕਲ, ਇਲੈਕਟ੍ਰੀਕਲ ਅਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਏਕੀਕਰਣ ਦਾ ਆਟੋਮੈਟਿਕ ਨਿਯੰਤਰਣ ਮਹਿਸੂਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.

ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
-ਆਕਾਰ: l/4"-6"
-ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਸਟੀਲ ਬਾਲ
-ਬਾਲ CF8M CF8 CF3M ਦੀ ਸਮੱਗਰੀ
-ਅਸੀਂ ਆਪਣੇ ਗਾਹਕਾਂ ਦੀ ਲੋੜ ਅਨੁਸਾਰ ਹਰ ਕਿਸਮ ਦੀਆਂ ਗੇਂਦਾਂ ਦਾ ਉਤਪਾਦਨ ਕਰ ਸਕਦੇ ਹਾਂ
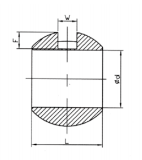
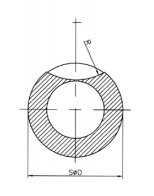
ਮਾਪ:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
ਸਮੱਗਰੀ ਦੀ ਸੂਚੀ:
| ਟਾਈਪ ਕਰੋ | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0.08 | ≤ 1.5 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 18.0 ਤੋਂ 21.0 | 9.0 ਤੋਂ 12.0 | 2.0 ਤੋਂ 3.0 |
| CF8 | ≤ 0.08 | ≤ 2.0 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 18.0 ਤੋਂ 21.0 | 8.0 ਤੋਂ 11.0 |
|
| CF3M | ≤ 0.03 | ≤ 1.5 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 17.0 ਤੋਂ 21.0 | 9.0 ਤੋਂ 13.0 | 2.0 ਤੋਂ 3.0 |
ਉਤਪਾਦ ਡਿਸਪਲੇ







