




Moulage de précision en acier inoxydable/boule de moulage à modèle perdu
Les types
balle fixe
Fixé avec poignée boule
Ballon fixe bidirectionnel
Boule fixe à trois voies
ballon à quatre
boule courbée
balle solide
ballon semi-fixe
bille de vanne flottante
boule creuse
Boule en forme de V
L/T/boule de positionnement et boule en t à étanchéité souple, etc.
Le principe de la rotation de la sphère
Processus technique de production
(1) Moulage
Il s'agit d'une méthode de traitement traditionnelle, qui nécessite un ensemble complet d'équipements de fusion, de coulée et autres, ainsi que des ateliers plus grands et plus de travailleurs, des investissements importants, de nombreux processus, des processus de production complexes et une pollution de l'environnement.Le niveau technique des ouvriers affecte directement la qualité du produit.Le problème de la fuite des pores capillaires sphériques ne peut pas être complètement résolu, et la surépaisseur d'usinage de l'ébauche est importante et les déchets sont importants.
(2) Forgeage
Il s’agit d’une autre méthode adoptée actuellement par de nombreuses entreprises nationales de vannes.Il dispose de deux méthodes de traitement : l'une consiste à utiliser de l'acier rond pour couper, chauffer et forger une ébauche solide sphérique, puis effectuer un traitement mécanique.La seconde consiste à mouler la plaque arrondie en acier inoxydable sur une grande presse pour obtenir une ébauche hémisphérique creuse, puis à usiner l'ébauche sphérique soudée.Cette méthode a un taux d’utilisation de matière élevé, mais nécessite une machine de grande puissance.
(3) Filature
La méthode de filage des métaux est une méthode de traitement avancée avec peu de copeaux et sans copeaux, qui appartient à une nouvelle branche du traitement sous pression.), économisant beaucoup de temps de traitement (1 à 5 minutes pour le formage) et la résistance du matériau peut être doublée après le filage.En raison de la petite zone de contact entre la roue rotative et la pièce à usiner pendant le filage, le matériau métallique est dans un état de contrainte de compression à deux ou trois voies, facile à déformer, et un contact unitaire plus élevé peut être obtenu avec une petite puissance.
Contrainte (jusqu'à 25-35Mpa), par conséquent, l'équipement est léger et la puissance totale requise est faible (moins de 1/5-1/4 de la presse), ce qui a été reconnu par l'industrie étrangère des vannes comme un traitement de sphère économe en énergie Le plan de processus convient également au traitement d'autres pièces rotatives creuses.
La technologie du filage a été largement utilisée et développée à grande vitesse dans de nombreux pays.La technologie et l'équipement sont très matures et stables, et le contrôle automatique de l'intégration mécanique, électrique et hydraulique est réalisé.

Caractéristiques
-Taille : l/4"-6"
-Bille d'acier inoxydable de moulage d'investissement
-Matériau de la boule CF8M CF8 CF3M
-Nous pourrions produire toutes sortes de balles selon les exigences de nos clients
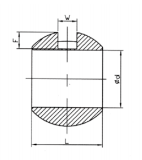
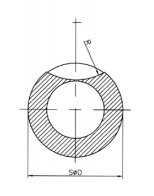
Dimension:
| SΦD | Φd | L | W | F | R |
| 15,5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20,5 | 12,5 | 15.2 | 4 | 2.7 | 10 |
| 25,5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23,7 | 5 | 5 | 13.6 |
| 39 | 25 | 28,5 | 8 | 5.8 | 19 |
| 42,5 | 25 | 32,9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48,5 | 9.5 | 9 | 30 |
| 76,5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50,8 | 59,9 | 9.6 | 10 | 37,5 |
| 97 | 65 | 70,5 | 12 | 12 | 50 |
| 100 | 65 | 73,7 | 12 | 15 | 50 |
| 115 | 76 | 84,3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93,7 | 16 | 15 | 37,5 |
| 148 | 94 | 112 | 15 | 14 | 62,5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Liste de matériel:
| Taper | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17,0 ~ 21,0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Affichage du produit


-

Boule fixe résistante à l'abrasion à haute température...
-

ANSI Soft Sealing Ball Valve-Top Entry Fixe Ba...
-

Moulage de précision en acier inoxydable/Caisse d'investissement...
-

Vanne d'admission de turbine GB - Boule de commande hydraulique (B...
-

Robinet à tournant sphérique tout compris pour fond de réservoir pneumatique
-

Robinet à tournant sphérique de haute pureté