




Kallëp me precizion prej çeliku të pandryshkshëm/Top derdhje investimi
Llojet
top fiks
Fiksohet me top doreze
Top fiks me dy drejtime
Top fiks me tre drejtime
top me katër drejtime
top i lakuar
top i fortë
top gjysmë të fiksuar
top valvul lundrues
top i zbrazët
top në formë V
L/T/topi pozicionues dhe topi i butë mbyllës, etj.
Parimi i rrotullimit të sferës
Procesi Teknik i Prodhimit
(1) Hedhje
Kjo është një metodë tradicionale e përpunimit, e cila kërkon një grup të plotë të shkrirjes, derdhjes dhe pajisjeve të tjera, si dhe punishte më të mëdha dhe më shumë punëtorë, investime të mëdha, shumë procese, procese komplekse prodhimi dhe ndotje mjedisore.Niveli teknik i punëtorëve ndikon drejtpërdrejt në cilësinë e produktit.Problemi i rrjedhjes së poreve kapilare sferike nuk mund të zgjidhet plotësisht, dhe lejimi i përpunimit bosh është i madh dhe mbetjet janë të mëdha.
(2) Formëzimi
Kjo është një metodë tjetër e miratuar nga shumë kompani vendase të valvulave aktualisht.Ka dy metoda të përpunimit: njëra është përdorimi i çelikut të rrumbullakët për të prerë, ngrohur dhe farkëtuar në një boshllëk të ngurtë sferik dhe më pas kryerja e përpunimit mekanik.E dyta është të formoni pllakën e rrumbullakosur prej çeliku të pandryshkshëm në një shtypje të madhe për të marrë një boshllëk gjysmësferik të zbrazët dhe më pas të përpunoni boshllëkun sferik të salduar.Kjo metodë ka një shkallë të lartë të përdorimit të materialit, por kërkon një makinë me fuqi të lartë.
(3) Tjerrje
Metoda e tjerrjes së metaleve është një metodë e avancuar e përpunimit me pak çipa dhe pa patate të skuqura, e cila i përket një dege të re të përpunimit nën presion.), duke kursyer shumë kohë përpunimi (1-5 minuta për formim), dhe forca e materialit mund të dyfishohet pas tjerrjes.Për shkak të zonës së vogël të kontaktit midis rrotës rrotulluese dhe pjesës së punës gjatë tjerrjes, materiali metalik është në një gjendje stresi shtypjeje me dy ose tre drejtime, i cili është i lehtë për t'u deformuar dhe mund të merret një kontakt më i lartë njësi. me një fuqi të vogël.
Stresi (deri në 25-35Mpa), prandaj, pajisja është e lehtë në peshë dhe fuqia totale e kërkuar është e vogël (më pak se 1/5-1/4 e shtypjes), e cila është njohur nga industria e huaj e valvulave si një përpunim i sferës së kursimit të energjisë Plani i procesit është gjithashtu i përshtatshëm për përpunimin e pjesëve të tjera rrotulluese të zbrazëta.
Teknologjia e tjerrjes është përdorur gjerësisht dhe është zhvilluar me shpejtësi të lartë në shumë vende.Teknologjia dhe pajisjet janë shumë të pjekura dhe të qëndrueshme, dhe është realizuar kontrolli automatik i integrimit mekanik, elektrik dhe hidraulik.

Veçoritë
- Madhësia: l/4"-6"
-Investment Casting Top çeliku inox
-Materiali i topit CF8M CF8 CF3M
-Ne mund të prodhojmë të gjitha llojet e topave sipas kërkesave të klientëve tanë
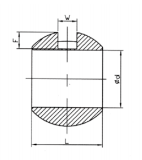
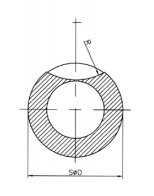
Dimensioni:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Lista e materialeve:
| Lloji | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1.5 | ≤ 1.5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 9,0 ~ 12,0 | 2.0 ~ 3.0 |
| CF8 | ≤ 0,08 | ≤ 2.0 | ≤ 1.5 | ≤ 0,04 | ≤ 0,04 | 18.0 ~ 21.0 | 8.0 ~ 11.0 |
|
| CF3M | ≤ 0.03 | ≤ 1.5 | ≤ 1.5 | ≤ 0,04 | ≤ 0,04 | 17.0 ~ 21.0 | 9,0 ~ 13,0 | 2.0 ~ 3.0 |
Shfaqja e produktit


-

Topi i fiksuar me rezistencë ndaj gërryerjes në temperaturë të lartë...
-

ANSI valvula e topit mbyllës të butë-hyrja e sipërme fikse Ba...
-

Derdhje me precizion prej çeliku të pandryshkshëm/Investim Ca...
-

Valvula hyrëse e turbinës GB-Topi i kontrollit hidraulik (B...
-

Valvula topike gjithëpërfshirëse në fund të rezervuarit pneumatik
-

Valvula e topit me pastërti të lartë