




Топката за прецизно лиење/инвестициско лиење од нерѓосувачки челик
Видови
фиксирана топка
Фиксиран со топка со рачка
Двонасочна фиксирана топка
Тринасочна фиксирана топка
четиринасочна топка
закривена топка
цврста топка
полуфиксирана топка
пловечки вентил топката
шуплива топка
Топка во форма на V
L/T/топка за позиционирање и мека заптивна маица, итн.
Принципот на вртење на сферата
Технички процес на производство
(1) Лиење
Ова е традиционален метод на преработка, кој бара комплетен сет на топење, истурање и друга опрема, како и поголеми работилници и повеќе работници, големи инвестиции, многу процеси, сложени производни процеси и загадување на животната средина.Техничкото ниво на работниците директно влијае на квалитетот на производот.Проблемот со истекување на сферични капиларни пори не може целосно да се реши, а додатокот за празна обработка е голем, а отпадот е голем.
(2) Ковањето
Ова е уште еден метод усвоен од многу домашни компании за вентили во моментов.Има два методи на обработка: едниот е да се користи тркалезен челик за сечење, загревање и ковање во сферично цврсто празно, а потоа врши механичка обработка.Втората е да се обликува заоблената плоча од нерѓосувачки челик на голема преса за да се добие шупливо хемисферично празно, а потоа да се обработи завареното сферично празно.Овој метод има висока стапка на искористеност на материјалот, но бара машина со голема моќност.
(3) Врти
Методот на вртење на метал е напреден метод на обработка со малку чипови и без чипови, кој припаѓа на нова гранка на обработка под притисок.), заштедувајќи многу време за обработка (1-5 минути за формирање), а јачината на материјалот може да се удвои по предење.Поради малата површина на контакт помеѓу ротирачкото тркало и работното парче за време на центрифугирањето, металниот материјал е во двонасочна или тринасочна состојба на притисок на притисок, што лесно се деформира и може да се добие повисок контакт на единицата. со мала моќност.
Стрес (до 25-35Mpa), според тоа, опремата е мала по тежина, а вкупната потребна моќност е мала (помалку од 1/5-1/4 од пресата), што е препознаено од странската индустрија за вентили како обработка на сфера за заштеда на енергија Процесниот план е погоден и за обработка на други шупливи ротирачки делови.
Технологијата на предење е широко користена и развиена со голема брзина во многу земји.Технологијата и опремата се многу зрели и стабилни, а се реализира и автоматска контрола на механичка, електрична и хидраулична интеграција.

Карактеристики
- Големина: l/4"-6"
-Инвестициско лиење Топка од нерѓосувачки челик
-Материјал на топката CF8M CF8 CF3M
-Би можеле да произведуваме секакви топки според барањата на нашите клиенти
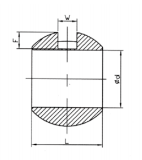
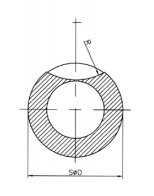
Димензија:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42,5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48,5 | 9.5 | 9 | 30 |
| 76,5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50,8 | 59,9 | 9.6 | 10 | 37,5 |
| 97 | 65 | 70,5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37,5 |
| 148 | 94 | 112 | 15 | 14 | 62,5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Список на материјали:
| Тип | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17,0 ~ 21,0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Приказ на производот


-

Фиксна топка отпорна на абење на висока температура...
-

ANSI меко запечатување топчест вентил-врв за влез Фиксна ба...
-

Не'рѓосувачки челик прецизно лиење/инвестициска ка...
-

Влезен вентил за турбина GB-Хидраулична контролна топка (B...
-

Сè вклучен топчест вентил од дното на резервоарот
-

Топчест вентил со висока чистота