




ສະແຕນເລດຄວາມແມ່ນຍໍາ Casting / ການລົງທຶນບານຫລໍ່
ປະເພດ
ບານຄົງທີ່
ແກ້ໄຂດ້ວຍມືຈັບບານ
ບານຄົງທີ່ສອງທາງ
ບານຄົງທີ່ສາມທາງ
ບານສີ່ທາງ
ບານໂຄ້ງ
ບານແຂງ
ບານເຄິ່ງຄົງທີ່
ບານວາວລອຍ
ບານເປັນຮູ
ບານຮູບຊົງ V
L / T / ຕໍາແຫນ່ງບານແລະບານ tee sealing ອ່ອນ, ແລະອື່ນໆ.
ຫຼັກການຂອງການຫມຸນຜ່ານ
ຂະບວນການດ້ານວິຊາການການຜະລິດ
(1) ການຫລໍ່
ນີ້ແມ່ນວິທີການປຸງແຕ່ງແບບດັ້ງເດີມ, ຮຽກຮ້ອງໃຫ້ມີຊຸດການຫລອມໂລຫະ, ການຖອກນ້ໍາແລະອຸປະກອນອື່ນໆທີ່ສົມບູນ, ເຊັ່ນດຽວກັນກັບກອງປະຊຸມໃຫຍ່ກວ່າແລະຜູ້ອອກແຮງງານຫຼາຍ, ການລົງທຶນຂະຫນາດໃຫຍ່, ຂະບວນການຫຼາຍ, ຂະບວນການຜະລິດທີ່ສັບສົນ, ແລະມົນລະພິດສິ່ງແວດລ້ອມ.ລະດັບເຕັກນິກຂອງຜູ້ອອກແຮງງານມີຜົນກະທົບໂດຍກົງຕໍ່ຄຸນນະພາບຂອງຜະລິດຕະພັນ.ບັນຫາຂອງການຮົ່ວໄຫຼຂອງຮູຂຸມຂົນ capillary spherical ບໍ່ສາມາດແກ້ໄຂໄດ້ຢ່າງສົມບູນ, ແລະເງິນອຸດຫນູນເຄື່ອງເປົ່າແມ່ນຂະຫນາດໃຫຍ່ແລະສິ່ງເສດເຫຼືອແມ່ນຂະຫນາດໃຫຍ່.
(2) ການປອມແປງ
ນີ້ແມ່ນວິທີການອື່ນໄດ້ຮັບຮອງເອົາໂດຍບໍລິສັດປ່ຽງພາຍໃນປະເທດຈໍານວນຫຼາຍໃນປັດຈຸບັນ.ມັນມີສອງວິທີການປຸງແຕ່ງ: ຫນຶ່ງແມ່ນການນໍາໃຊ້ເຫຼັກໄດ້ຕະຫຼອດເພື່ອຕັດ, ຄວາມຮ້ອນແລະການສໍາລັບການເຮັດໃຫ້ເປັນ spherical ເປົ່າແຂງ, ແລະຫຼັງຈາກນັ້ນປະຕິບັດການປຸງແຕ່ງກົນຈັກ.ອັນທີສອງແມ່ນການ mold ແຜ່ນສະແຕນເລດເປັນຮູບກົມກ່ຽວກັບການກົດຂະຫນາດໃຫຍ່ເພື່ອໃຫ້ໄດ້ hemispherical ຫວ່າງເປົ່າ, ແລະຫຼັງຈາກນັ້ນເຄື່ອງຈັກ welded spherical ເປົ່າຫວ່າງ.ວິທີການນີ້ມີອັດຕາການນໍາໃຊ້ວັດສະດຸສູງ, ແຕ່ຕ້ອງການເຄື່ອງຈັກທີ່ມີພະລັງງານສູງ.
(3) ປັ່ນ
ວິທີການ spinning ໂລຫະແມ່ນວິທີການປຸງແຕ່ງແບບພິເສດທີ່ມີຊິບຈໍານວນຫນ້ອຍແລະບໍ່ມີຊິບ, ເຊິ່ງເປັນສາຂາໃຫມ່ຂອງການປຸງແຕ່ງຄວາມກົດດັນ.), ປະຫຍັດເວລາການປຸງແຕ່ງຫຼາຍ (1-5 ນາທີສໍາລັບການປະກອບ), ແລະຄວາມເຂັ້ມແຂງຂອງວັດສະດຸສາມາດເພີ່ມຂຶ້ນສອງເທົ່າຫຼັງຈາກ spinning.ເນື່ອງຈາກພື້ນທີ່ຂະຫນາດນ້ອຍຂອງການຕິດຕໍ່ລະຫວ່າງລໍ້ rotary ແລະສິ້ນການເຮັດວຽກໃນລະຫວ່າງການ spinning, ວັດສະດຸໂລຫະແມ່ນຢູ່ໃນສະພາບຄວາມກົດດັນບີບອັດສອງຫຼືສາມທາງ, ເຊິ່ງງ່າຍທີ່ຈະ deform, ແລະການຕິດຕໍ່ຂອງຫນ່ວຍງານທີ່ສູງຂຶ້ນສາມາດໄດ້ຮັບ. ທີ່ມີພະລັງງານຂະຫນາດນ້ອຍ.
ຄວາມກົດດັນ (ເຖິງ 25-35Mpa), ດັ່ງນັ້ນ, ອຸປະກອນແມ່ນມີນ້ໍາຫນັກເບົາ, ແລະພະລັງງານທັງຫມົດທີ່ຕ້ອງການແມ່ນຂະຫນາດນ້ອຍ (ຫນ້ອຍກວ່າ 1/5-1/4 ຂອງຫນັງສືພິມ), ເຊິ່ງໄດ້ຮັບການຍອມຮັບໂດຍອຸດສາຫະກໍາວາວຕ່າງປະເທດເປັນ. ຂະບວນການປະມວນຜົນແບບປະຢັດພະລັງງານ ແຜນການຂະບວນການຍັງເຫມາະສົມສໍາລັບການປຸງແຕ່ງພາກສ່ວນຫມຸນ hollow ອື່ນໆ.
ເຕັກໂນໂລຊີ spinning ໄດ້ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງແລະພັດທະນາດ້ວຍຄວາມໄວສູງໃນຫຼາຍປະເທດ.ເທກໂນໂລຍີແລະອຸປະກອນແມ່ນມີຄວາມແກ່ຍາວແລະຄວາມຫມັ້ນຄົງຫຼາຍ, ແລະການຄວບຄຸມອັດຕະໂນມັດຂອງການເຊື່ອມໂຍງກົນຈັກ, ໄຟຟ້າແລະໄຮໂດຼລິກໄດ້ຖືກຮັບຮູ້.

ຄຸນລັກສະນະ
- ຂະຫນາດ:l/4"-6"
- ການລົງທືນ Casting ບານສະແຕນເລດ
- ວັດສະດຸຂອງລູກບານ CF8M CF8 CF3M
-Wecould ຜະລິດບານທຸກປະເພດຕາມຄວາມຕ້ອງການຂອງລູກຄ້າຂອງພວກເຮົາ
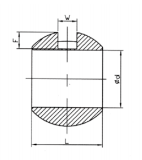
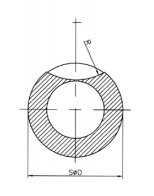
ຂະໜາດ:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | ໑໗໐ | 22 | 26 | 75 |
ບັນຊີລາຍຊື່ວັດສະດຸ:
| ປະເພດ | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0.08 | ≤ 1.5 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 18.0 ~ 21.0 | 9.0 ~ 12.0 | 2.0 ~ 3.0 |
| CF8 | ≤ 0.08 | ≤ 2.0 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 18.0 ~ 21.0 | 8.0 ~ 11.0 |
|
| CF3M | ≤ 0.03 | ≤ 1.5 | ≤ 1.5 | ≤ 0.04 | ≤ 0.04 | 17.0 ~ 21.0 | 9.0 ~ 13.0 | 2.0 ~ 3.0 |
ການສະແດງສິນຄ້າ







