




Precyzyjna kula odlewnicza ze stali nierdzewnej / odlewana metodą inwestycyjną
Typy
stała piłka
Naprawiono za pomocą uchwytu kulowego
Dwukierunkowa stała piłka
Trójstronna stała piłka
czterokierunkowa piłka
zakrzywiona piłka
solidna piłka
półstała piłka
pływająca kula zaworu
pusta kula
Piłka w kształcie litery V
Kula L/T/pozycjonująca i miękka kula uszczelniająca itp.
Zasada wirowania kuli
Proces techniczny produkcji
(1) Odlewanie
Jest to tradycyjna metoda przetwarzania, która wymaga kompletnego zestawu urządzeń do wytapiania, odlewania i innego, a także większych warsztatów i większej liczby pracowników, dużych inwestycji, wielu procesów, skomplikowanych procesów produkcyjnych i zanieczyszczenia środowiska.Poziom techniczny pracowników bezpośrednio wpływa na jakość produktu.Problemu wycieku kulistych porów kapilarnych nie można całkowicie rozwiązać, a naddatek na obróbkę półfabrykatu jest duży, a odpady są duże.
(2) Kucie
Jest to kolejna metoda stosowana obecnie przez wiele krajowych firm zajmujących się zaworami.Ma dwie metody przetwarzania: jedna polega na użyciu okrągłej stali do cięcia, podgrzewania i kucia w kulisty, lity półwyrób, a następnie przeprowadzaniu obróbki mechanicznej.Drugim jest uformowanie zaokrąglonej płyty ze stali nierdzewnej na dużej prasie w celu uzyskania wydrążonego półkulistego półfabrykatu, a następnie obróbka skrawaniem zespawanego kulistego półwyrobu.Metoda ta charakteryzuje się wysokim stopniem wykorzystania materiału, ale wymaga maszyny o dużej mocy.
(3) Wirowanie
Metoda przędzenia metali to zaawansowana metoda obróbki z małą ilością wiórów i bez wiórów, która należy do nowej gałęzi obróbki ciśnieniowej.), oszczędzając dużo czasu przetwarzania (1-5 minut na formowanie), a wytrzymałość materiału można podwoić po przędzeniu.Ze względu na małą powierzchnię styku koła obrotowego z przedmiotem obrabianym podczas wirowania, materiał metalowy znajduje się w dwu- lub trójstronnym stanie naprężenia ściskającego, który jest łatwy do odkształcenia i można uzyskać większy kontakt jednostkowy z małą mocą.
Naprężenia (do 25-35Mpa), dlatego sprzęt jest lekki, a całkowita wymagana moc jest niewielka (mniej niż 1/5-1/4 prasy), co zostało uznane przez zagraniczny przemysł zaworowy za energooszczędna obróbka sferyczna Plan procesu nadaje się również do obróbki innych pustych części obrotowych.
Technologia przędzenia jest szeroko stosowana i rozwijana z dużą prędkością w wielu krajach.Technologia i sprzęt są bardzo dojrzałe i stabilne, realizowana jest automatyczna kontrola integracji mechanicznej, elektrycznej i hydraulicznej.

Cechy
-Rozmiar: l/4 "-6"
-Odlew inwestycyjny Kulka ze stali nierdzewnej
-Materiał piłki CF8M CF8 CF3M
-Możemy produkować wszelkiego rodzaju piłki zgodnie z wymaganiami naszych klientów
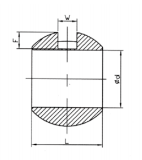
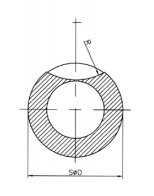
Wymiar:
| SΦD | Φd | L | W | F | R |
| 15,5 | 9.2 | 11,5 | 4 | 2.5 | 10 |
| 20,5 | 12,5 | 15.2 | 4 | 2.7 | 10 |
| 25,5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23,7 | 5 | 5 | 13.6 |
| 39 | 25 | 28,5 | 8 | 5.8 | 19 |
| 42,5 | 25 | 32,9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9,5 | 8 | 28 |
| 63 | 38 | 48,5 | 9,5 | 9 | 30 |
| 76,5 | 50 | 56 | 9,5 | 8,5 | 28 |
| 80 | 50,8 | 59,9 | 9.6 | 10 | 37,5 |
| 97 | 65 | 70,5 | 12 | 12 | 50 |
| 100 | 65 | 73,7 | 12 | 15 | 50 |
| 115 | 76 | 84,3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93,7 | 16 | 15 | 37,5 |
| 148 | 94 | 112 | 15 | 14 | 62,5 |
| 152 | 100 | 111,4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Lista materiałów:
| Typ | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17,0 ~ 21,0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Wyświetlacz produktu


-

Odporność na ścieranie w wysokiej temperaturze Stała kulka...
-

ANSI Zawór kulowy z miękkim uszczelnieniem, wejście od góry, stałe ba...
-

Precyzyjny odlew ze stali nierdzewnej / Ca...
-

GB Zawór wlotowy turbiny - hydrauliczna kula sterująca (B...
-

Kompletny, pneumatyczny zawór kulowy na dnie zbiornika
-

Zawór kulowy o wysokiej czystości