




Прецизионное литье из нержавеющей стали/шар для литья по выплавляемым моделям
Типы
фиксированный шар
Фиксируется с помощью шариковой ручки
Двусторонний фиксированный шар
Трехсторонний фиксированный шар
четырехсторонний мяч
изогнутый шар
твердый шар
полужесткий шар
плавающий шарик клапана
полый шар
V-образный шар
L/T/позиционирующий шар и тройник с мягким уплотнением и т. д.
Принцип вращения сферы
Производственный технический процесс
(1) Кастинг
Это традиционный метод обработки, который требует полного набора плавильного, разливочного и другого оборудования, а также более крупных цехов и большего количества рабочих, крупных инвестиций, множества процессов, сложных производственных процессов и загрязнения окружающей среды.Технический уровень работников напрямую влияет на качество продукции.Проблему утечки сферических капиллярных пор невозможно решить полностью, припуск на обработку заготовки велик, а отходы велики.
(2) Ковка
Это еще один метод, используемый в настоящее время многими отечественными производителями клапанов.Он имеет два метода обработки: первый заключается в использовании круглой стали для резки, нагрева и ковки в сферическую твердую заготовку, а затем выполнения механической обработки.Второй заключается в формовании закругленной пластины из нержавеющей стали на большом прессе для получения полой полусферической заготовки, а затем механической обработке сваренной сферической заготовки.Этот метод имеет высокий коэффициент использования материала, но требует наличия мощного станка.
(3) Вращение
Метод формования металла — это передовой метод обработки с небольшим количеством стружки и без стружки, который относится к новой отрасли обработки давлением.), экономя много времени обработки (1-5 минут на формование), а прочность материала можно удвоить после прядения.Из-за малой площади контакта вращающегося колеса с заготовкой при вращении металлический материал находится в напряженном двух- или трехстороннем сжимающем состоянии, которое легко деформируется, и можно получить более высокий контакт узла. с небольшой мощностью.
Напряжение (до 25-35 МПа), поэтому оборудование имеет небольшой вес, а общая требуемая мощность невелика (менее 1/5-1/4 пресса), что признано зарубежной арматурной промышленностью как энергосберегающая обработка сферы. Технологический план также подходит для обработки других полых вращающихся деталей.
Технология прядения широко используется и развивается с высокой скоростью во многих странах.Технология и оборудование очень зрелые и стабильные, реализовано автоматическое управление механической, электрической и гидравлической интеграцией.

Функции
-Размер: л/4 "-6"
-Шар из нержавеющей стали для литья по выплавляемым моделям
-Материал шара CF8M CF8 CF3M
-Мы можем производить все виды мячей в соответствии с требованиями наших клиентов.
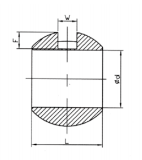
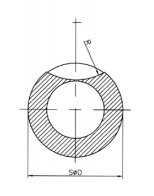
Измерение:
| СФД | Φд | L | W | F | R |
| 15,5 | 9.2 | 11,5 | 4 | 2,5 | 10 |
| 20,5 | 12,5 | 15.2 | 4 | 2,7 | 10 |
| 25,5 | 15 | 19,3 | 5 | 4 | 13 |
| 32 | 20 | 23,7 | 5 | 5 | 13,6 |
| 39 | 25 | 28,5 | 8 | 5,8 | 19 |
| 42,5 | 25 | 32,9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9,5 | 8 | 28 |
| 63 | 38 | 48,5 | 9,5 | 9 | 30 |
| 76,5 | 50 | 56 | 9,5 | 8,5 | 28 |
| 80 | 50,8 | 59,9 | 9,6 | 10 | 37,5 |
| 97 | 65 | 70,5 | 12 | 12 | 50 |
| 100 | 65 | 73,7 | 12 | 15 | 50 |
| 115 | 76 | 84,3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93,7 | 16 | 15 | 37,5 |
| 148 | 94 | 112 | 15 | 14 | 62,5 |
| 152 | 100 | 111,4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Список материалов:
| Тип | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17,0 ~ 21,0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Дисплей продукта


-

Устойчивость к высокотемпературному истиранию с фиксированным шариком...
-

Шаровой клапан с мягким уплотнением ANSI с фиксированным входом...
-

Прецизионное литье из нержавеющей стали/инвестиционный ...
-

GB Впускной клапан турбины-гидравлический регулирующий шар (B...
-

Пневматический универсальный шаровой кран для днища резервуара
-

Шаровой кран высокой чистоты