




Топка за прецизно леене/леене по инвестиция от неръждаема стомана
Видове
фиксирана топка
Фиксиран с топка за дръжка
Двупосочна фиксирана топка
Тристранна фиксирана топка
четиристранна топка
извита топка
твърда топка
полу-фиксирана топка
плаваща топка на клапана
куха топка
V-образна топка
L/T/позиционираща топка и мека уплътняваща топка и др.
Принципът на въртене на сферата
Производствен технически процес
(1) Кастинг
Това е традиционен метод на обработка, който изисква пълен набор от оборудване за топене, леене и друго оборудване, както и по-големи цехове и повече работници, големи инвестиции, много процеси, сложни производствени процеси и замърсяване на околната среда.Техническото ниво на работниците пряко влияе върху качеството на продукта.Проблемът с изтичането на сферични капилярни пори не може да бъде напълно решен, а резервът за машинна обработка е голям и отпадъците са големи.
(2) Коване
Това е друг метод, възприет от много местни компании за клапани в момента.Има два метода на обработка: единият е да се използва кръгла стомана за рязане, нагряване и изковаване на сферична твърда заготовка и след това да се извърши механична обработка.Второто е да се формова закръглената плоча от неръждаема стомана на голяма преса, за да се получи куха полусферична заготовка и след това да се обработи заварената сферична заготовка.Този метод има висока степен на използване на материала, но изисква машина с висока мощност.
(3) Предене
Методът на въртене на метал е усъвършенстван метод за обработка с малко и без стружки, който принадлежи към нов клон на обработката под налягане.), спестявайки много време за обработка (1-5 минути за формоване), а здравината на материала може да се удвои след предене.Поради малката площ на контакт между въртящото се колело и обработвания детайл по време на въртене, металният материал е в дву- или трипосочно напрегнато състояние, което е лесно да се деформира и може да се получи по-висок единичен контакт с малка мощност.
Напрежение (до 25-35Mpa), следователно, оборудването е с леко тегло и общата необходима мощност е малка (по-малко от 1/5-1/4 от пресата), което е признато от чуждестранната арматурна индустрия като обработка на енергоспестяваща сфера Планът на процеса е подходящ и за обработка на други кухи въртящи се части.
Технологията за предене се използва широко и се развива с висока скорост в много страни.Технологията и оборудването са много зрели и стабилни и се реализира автоматичен контрол на механична, електрическа и хидравлична интеграция.

Характеристика
-Размер: l/4"-6"
-Инвестиционна отливка от неръждаема стомана
-Материал на топката CF8M CF8 CF3M
-Можем да произвеждаме всички видове топки според изискванията на нашите клиенти
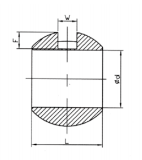
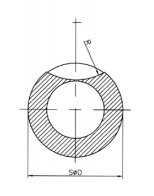
Измерение:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Списък на материалите:
| Тип | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17,0 ~ 21,0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Дисплей на продукта


-

Устойчивост на абразия при висока температура Фиксирана топка...
-

ANSI мек уплътнителен сферичен кран с горен вход, фиксиран ба...
-

Прецизно леене от неръждаема стомана/Ка...
-

GB турбинен входен клапан-хидравлична контролна топка (B...
-

Сферичен кран на дъното на пневматичния резервоар
-

Сферичен кран с висока чистота