




स्टेनलेस स्टील प्रिसिजन कास्टिंग/इन्व्हेस्टमेंट कास्टिंग बॉल
प्रकार
स्थिर चेंडू
हँडल बॉल सह निश्चित
द्वि-मार्ग निश्चित चेंडू
तीन-मार्ग निश्चित चेंडू
चार-मार्गी चेंडू
वक्र चेंडू
घन चेंडू
अर्ध-निश्चित चेंडू
फ्लोटिंग वाल्व बॉल
पोकळ चेंडू
V-आकाराचा चेंडू
एल/टी/पोझिशनिंग बॉल आणि सॉफ्ट सीलिंग टी बॉल इ.
गोल कताईचे तत्त्व
उत्पादन तांत्रिक प्रक्रिया
(1) कास्टिंग
ही एक पारंपारिक प्रक्रिया पद्धत आहे, ज्यासाठी संपूर्ण स्मेल्टिंग, ओतणे आणि इतर उपकरणे, तसेच मोठ्या कार्यशाळा आणि अधिक कामगार, मोठी गुंतवणूक, अनेक प्रक्रिया, जटिल उत्पादन प्रक्रिया आणि पर्यावरणीय प्रदूषण आवश्यक आहे.कामगारांची तांत्रिक पातळी थेट उत्पादनाच्या गुणवत्तेवर परिणाम करते.गोलाकार केशिका छिद्रांच्या गळतीची समस्या पूर्णपणे सोडविली जाऊ शकत नाही, आणि रिक्त मशीनिंग भत्ता मोठा आहे आणि कचरा मोठा आहे.
(2) फोर्जिंग
सध्या अनेक घरगुती झडप कंपन्यांनी अवलंबलेली ही दुसरी पद्धत आहे.यात प्रक्रिया करण्याच्या दोन पद्धती आहेत: एक म्हणजे गोलाकार घन रिक्त मध्ये कापण्यासाठी, गरम करण्यासाठी आणि फोर्ज करण्यासाठी गोल स्टील वापरणे आणि नंतर यांत्रिक प्रक्रिया करणे.दुसरं म्हणजे गोलाकार स्टेनलेस स्टीलच्या प्लेटला मोठ्या प्रेसवर मोल्ड करून एक पोकळ गोलार्ध रिकामी जागा मिळवणे आणि नंतर वेल्डेड गोलाकार कोरे मशीन लावणे.या पद्धतीमध्ये उच्च सामग्रीचा वापर दर आहे, परंतु उच्च-शक्ती मशीन आवश्यक आहे.
(३) कताई
मेटल स्पिनिंग पद्धत ही काही चिप्स असलेली प्रगत प्रक्रिया पद्धत आहे आणि चिप्स नाही, जी दाब प्रक्रियेच्या नवीन शाखेशी संबंधित आहे.), प्रक्रियेसाठी बराच वेळ वाचतो (निर्मितीसाठी 1-5 मिनिटे), आणि कताईनंतर सामग्रीची ताकद दुप्पट केली जाऊ शकते.कताई दरम्यान रोटरी व्हील आणि वर्क पीस यांच्यातील संपर्काच्या लहान क्षेत्रामुळे, धातूची सामग्री दोन- किंवा तीन-मार्गी संकुचित ताण स्थितीत असते, जी विकृत करणे सोपे असते आणि उच्च युनिट संपर्क मिळवता येतो. एक लहान शक्ती सह.
ताण (25-35Mpa पर्यंत), म्हणून, उपकरणे वजनाने हलकी आहेत, आणि आवश्यक असलेली एकूण शक्ती लहान आहे (प्रेसच्या 1/5-1/4 पेक्षा कमी), ज्याला परदेशी वाल्व उद्योगाने ओळखले आहे. ऊर्जा-बचत क्षेत्र प्रक्रिया प्रक्रिया योजना इतर पोकळ फिरणारे भाग प्रक्रिया करण्यासाठी देखील योग्य आहे.
अनेक देशांमध्ये स्पिनिंग तंत्रज्ञानाचा मोठ्या प्रमाणावर वापर आणि उच्च वेगाने विकास केला गेला आहे.तंत्रज्ञान आणि उपकरणे खूप परिपक्व आणि स्थिर आहेत आणि यांत्रिक, इलेक्ट्रिकल आणि हायड्रॉलिक एकत्रीकरणाचे स्वयंचलित नियंत्रण लक्षात आले आहे.

वैशिष्ट्ये
-आकार:l/4"-6"
-इन्व्हेस्टमेंट कास्टिंग स्टेनलेस स्टील बॉल
-बॉलची सामग्री CF8M CF8 CF3M
-आम्ही आमच्या क्लायंटच्या गरजेनुसार सर्व प्रकारचे बॉल तयार करू शकतो
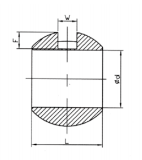
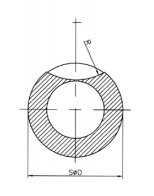
परिमाण:
| SΦD | Φd | L | W | F | R |
| १५.५ | ९.२ | 11.5 | 4 | २.५ | 10 |
| २०.५ | १२.५ | १५.२ | 4 | २.७ | 10 |
| २५.५ | 15 | १९.३ | 5 | 4 | 13 |
| 32 | 20 | २३.७ | 5 | 5 | १३.६ |
| 39 | 25 | २८.५ | 8 | ५.८ | 19 |
| ४२.५ | 25 | ३२.९ | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | ९.५ | 8 | 28 |
| 63 | 38 | ४८.५ | ९.५ | 9 | 30 |
| ७६.५ | 50 | 56 | ९.५ | ८.५ | 28 |
| 80 | ५०.८ | ५९.९ | ९.६ | 10 | ३७.५ |
| 97 | 65 | ७०.५ | 12 | 12 | 50 |
| 100 | 65 | ७३.७ | 12 | 15 | 50 |
| 115 | 76 | ८४.३ | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | ९३.७ | 16 | 15 | ३७.५ |
| 148 | 94 | 112 | 15 | 14 | ६२.५ |
| १५२ | 100 | १११.४ | 16 | 17 | 75 |
| १९४ | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
साहित्य सूची:
| प्रकार | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ ०.०८ | ≤ १.५ | ≤ १.५ | ≤ ०.०४ | ≤ ०.०४ | १८.० ते २१.० | ९.० ते १२.० | २.० ते ३.० |
| CF8 | ≤ ०.०८ | ≤ २.० | ≤ १.५ | ≤ ०.०४ | ≤ ०.०४ | १८.० ते २१.० | ८.० ते ११.० |
|
| CF3M | ≤ ०.०३ | ≤ १.५ | ≤ १.५ | ≤ ०.०४ | ≤ ०.०४ | १७.० ते २१.० | ९.० ते १३.० | २.० ते ३.० |
उत्पादन प्रदर्शन







