




Тот баспайтын болаттан жасалған дәл құю/инвестициялық құю шары
Түрлері
бекітілген доп
Тұтқаны шармен бекітілген
Екі жақты бекітілген доп
Үш жақты бекітілген доп
төрт жақты доп
иілген доп
қатты доп
жартылай бекітілген доп
қалқымалы клапан шары
қуыс доп
V-тәрізді шар
L/T/позициялық доп және жұмсақ тығыздағыш тройниктер шары және т.б.
Шарды айналдыру принципі
Өндірістің техникалық процесі
(1) Кастинг
Бұл балқыту, құю және басқа да жабдықтардың толық жиынтығын, сонымен қатар үлкен цехтарды және көбірек жұмысшыларды, үлкен инвестицияны, көптеген процестерді, күрделі өндірістік процестерді және қоршаған ортаның ластануын қажет ететін дәстүрлі өңдеу әдісі.Жұмысшылардың техникалық деңгейі өнімнің сапасына тікелей әсер етеді.Сфералық капиллярлық кеуектердің ағып кету мәселесін толығымен шешу мүмкін емес, ал дайындамаларды өңдеуге рұқсат үлкен және қалдықтар көп.
(2) Соғу
Бұл қазіргі уақытта көптеген отандық клапан компаниялары қабылдаған тағы бір әдіс.Оның екі өңдеу әдісі бар: бірі дөңгелек болатты кесу, қыздыру және сфералық қатты дайындаманы соғу үшін пайдалану, содан кейін механикалық өңдеуді орындау.Екіншісі - қуыс жарты шар тәрізді дайындаманы алу үшін дөңгелектелген тот баспайтын болаттан жасалған пластинаны үлкен прессте қалыптау, содан кейін дәнекерленген сфералық дайындаманы өңдеу.Бұл әдіс материалды пайдаланудың жоғары жылдамдығына ие, бірақ жоғары қуатты машинаны қажет етеді.
(3) Айналдыру
Металды иіру әдісі – қысыммен өңдеудің жаңа саласына жататын аз жоңқалары бар және жоңқасыз жетілдірілген өңдеу әдісі.), өңдеудің көп уақытын үнемдейді (қалыптауға 1-5 минут) және иіруден кейін материалдың беріктігін екі есе арттыруға болады.Айналу кезінде айналмалы доңғалақ пен дайындама арасындағы жанасу аймағының аздығына байланысты металл материал екі немесе үш жақты қысу күйінде болады, оны деформациялау оңай және одан жоғары бірлік контактісін алуға болады. шағын қуатпен.
Стресс (25-35Мпа дейін), сондықтан жабдықтың салмағы жеңіл және қажетті жалпы қуат аз (пресстің 1/5-1/4 бөлігінен аз), оны шетелдік клапан өнеркәсібі мойындады. энергияны үнемдейтін сфераны өңдеу Технологиялық жоспар басқа қуыс айналмалы бөлшектерді өңдеу үшін де жарамды.
Иіру технологиясы көптеген елдерде кеңінен қолданылып, жоғары жылдамдықпен дамыды.Технология мен жабдық өте жетілген және тұрақты, механикалық, электрлік және гидравликалық интеграцияны автоматты басқару жүзеге асырылады.

Ерекше өзгешеліктері
-Өлшемі: л/4"-6"
-Инвестициялық құю Тот баспайтын болаттан жасалған шар
-CF8M CF8 CF3M шарының материалы
-Клиенттеріміздің талабы бойынша біз шарлардың барлық түрлерін шығара аламыз
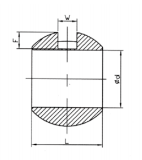
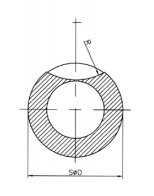
Өлшемі:
| SΦD | Φd | L | W | F | R |
| 15.5 | 9.2 | 11.5 | 4 | 2.5 | 10 |
| 20.5 | 12.5 | 15.2 | 4 | 2.7 | 10 |
| 25.5 | 15 | 19.3 | 5 | 4 | 13 |
| 32 | 20 | 23.7 | 5 | 5 | 13.6 |
| 39 | 25 | 28.5 | 8 | 5.8 | 19 |
| 42.5 | 25 | 32.9 | 8 | 7 | 20 |
| 50 | 32 | 36 | 8 | 7 | 25 |
| 60 | 38 | 45 | 9.5 | 8 | 28 |
| 63 | 38 | 48.5 | 9.5 | 9 | 30 |
| 76.5 | 50 | 56 | 9.5 | 8.5 | 28 |
| 80 | 50.8 | 59.9 | 9.6 | 10 | 37.5 |
| 97 | 65 | 70.5 | 12 | 12 | 50 |
| 100 | 65 | 73.7 | 12 | 15 | 50 |
| 115 | 76 | 84.3 | 12 | 12 | 50 |
| 120 | 76 | 90 | 12 | 15 | 50 |
| 125 | 80 | 93.7 | 16 | 15 | 37.5 |
| 148 | 94 | 112 | 15 | 14 | 62.5 |
| 152 | 100 | 111.4 | 16 | 17 | 75 |
| 194 | 125 | 145 | 20 | 24 | 50 |
| 230 | 150 | 170 | 22 | 26 | 75 |
Материалдар тізімі:
| Түр | C | Si | Mn | P | S | Cr | Ni | Mo |
| CF8M | ≤ 0,08 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 9,0 ~ 12,0 | 2,0 ~ 3,0 |
| CF8 | ≤ 0,08 | ≤ 2,0 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 18,0 ~ 21,0 | 8,0 ~ 11,0 |
|
| CF3M | ≤ 0,03 | ≤ 1,5 | ≤ 1,5 | ≤ 0,04 | ≤ 0,04 | 17,0 ~ 21,0 | 9,0 ~ 13,0 | 2,0 ~ 3,0 |
Өнімді көрсету


-

Жоғары температураның тозуға төзімділігі бекітілген шар...
-

ANSI жұмсақ тығыздағыш шарикті клапанның үстіңгі кіреберісі бекітілген...
-

Тот баспайтын болаттан жасалған дәл құю/инвестициялық...
-

GB турбиналық кіріс клапаны-гидравликалық басқару шары(Б...
-

Пневматикалық резервуардың төменгі жағындағы барлығын қамтитын шарикті клапан
-

Тазалығы жоғары шарикті клапан